
搪瓷製造
正文
 搪瓷製造
搪瓷製造 搪瓷製造
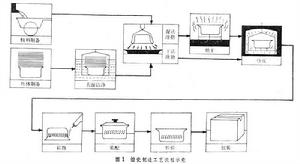
搪瓷製造表面潔淨 塗搪瓷釉前,要對坯體表面進行潔淨處理,以消除金屬坯體的油脂、污垢、鐵鏽和加工時形成的內應力等。鑄鐵坯體和厚鋼板坯體的表面潔淨多採用噴砂法;薄鋼板坯體多採用脫脂法或酸洗法。為適應特殊塗搪工藝和改善製品質量要求,潔淨後,還要對坯體進行披膜(一般披鎳膜)處理。
噴砂法 用壓縮空氣將磨料(矽砂、鋼珠及其他天然或人造磨料)噴射於已焙燒過的坯體表面,以清除鐵鏽、鑄皮、石墨和粘附在坯體上的有害物質。常用的噴砂裝置有室式、自動鏇轉台式和密封桶鼓式。
脫脂法 用於除去坯體表面的油脂和其他髒物的潔淨方法。常用於無銹坯體。脫脂法有3種:①燒油法,將坯體置於一定溫度下灼燒,除去油脂。②化學脫脂法,用鹼性溶液或有機溶劑除去油脂。生產中多使用鹼性溶液脫脂。鹼性脫脂液常由鹼類、乳化劑、濕潤劑和軟水劑配製而成。③電化脫脂法,又稱電解脫脂。將坯體浸漬於具有一定組成和一定溫度的鹼液電解槽中,通以一定的電壓和電流,進行電解脫脂。
酸洗法 用酸液除去坯體表面的鐵鏽和氧化皮的潔淨方法。用於鏽蝕嚴重坯體的潔淨處理。常用的酸液有硫酸、鹽酸溶液,以硫酸居多。酸洗過程一般順序為浸熱酸、熱水洗、鹼液中和、乾燥和檢修等。
塗搪 在表面潔淨的坯體上塗覆瓷釉。分濕法塗搪和乾法塗搪兩種。塗搪方式有手工塗搪、機械塗搪、電塗搪等。
濕法塗搪 用釉漿塗搪的統稱。有以下4種方法。①浸漬法:將坯體浸入釉漿的施釉方法。多用於日用搪瓷的小件和薄坯體產品。近年來發展的電泳塗搪是利用電泳現象使釉漿沉積在坯胎上而完成電塗搪過程。電泳塗搪能獲得優質搪瓷製品,且經濟、有效。②噴搪法:將釉漿噴塗於坯體上的施釉方法。多用於大件搪瓷製品塗搪。③澆注法:將釉漿澆注在坯體上的施釉方法。適用於形狀複雜及內外分搪的產品。④流動塗搪法:套用釉漿流變性能,使釉漿自行均勻流淌的施釉方法。多用於大件薄坯產品。
濕法塗搪工藝中,一般要經搪底釉、燒成、搪面釉、燒成等工序。有的在坯體上直接塗搪面釉,稱為一次搪或無底釉一次搪。也有採用兩搪或多搪一燒工藝的。二者均有利於提高生產效率和節省能源。
乾法塗搪 用瓷釉乾粉塗布於坯體上的塗搪方法。有以下3種方法。①浸漬法:將紅熱坯體沒入面釉乾粉中。多用於小型鑄鐵產品面釉的塗搪。②噴搪法:將釉粉噴塗在坯體上的施釉方法。多用於扁平或大件搪瓷產品塗搪。近年來發展的靜電粉末塗搪是利用靜電效應使瓷釉粉末通過噴粉槍、流化床成為帶電的粉霧,被接地的坯胎吸附,形成均勻的塗層。這種塗搪釉粉的控制、運行和回收可實現全自動化,並可節約能耗,提高原材料利用率。③灑搪法:將瓷釉粉灑在坯體上的施釉方法。主要用於鑄鐵產品的面釉塗搪。
烘乾和燒成 採用濕法塗搪的製品坯件必須烘乾才能燒成。乾法塗搪的製品坯件不烘乾即可進行燒成。燒成是瓷釉粒子同坯體牢固結合,形成完整瓷面的工藝過程。
烘乾 用乾燥流通的熱氣體除去塗搪在坯件上的釉漿中的水分。既有利於增強燒成前釉層強度及其同坯體結合的強度,又防止了在燒成過程中水分急劇蒸發使釉面開裂和起泡。搪瓷生產中通常利用廢煙氣餘熱、燒成窯逸散的餘熱進行烘乾。也有用電加熱或電遠紅外輻射加熱進行烘乾的。烘乾在烘房中或者烘床上進行。依結構分為4種:①炕床式烘床,常用於小批量生產。②室式烘房,常用於大件產品生產。③隧道鏈傳動式烘房,適用於大批量生產。④橋式鏈動式烘房,整個烘乾房及傳動裝置跨越爐窯兩側及窯頂,適用於大批量烘乾。
燒成 完成塗搪瓷釉的製品坯件,通過燒成使瓷釉粒子熔融,以便瓷釉同坯件牢固粘結。搪瓷燒成在燒成窯中進行。為避免製品受直接火焰中有害氣體和塵埃的污染,通常採用隔焰燒成室。室內要求溫度分布均勻和穩定。
搪瓷燒成窯分間歇作業和連續作業兩大類。間歇式窯有箱式、室式等形式;連續式窯有轉盤式和隧道式等。按熱源分,有火焰窯和電熱窯兩類。近年來發展了感應加熱和輻射管加熱等新型窯。
①間歇式燒成窯:是一種間歇裝入和取出製品的窯爐。結構簡單,適宜於產量小、品種多、形狀複雜以及工業大件搪瓷產品的燒成。熱源可用煤、石油、煤氣和電等。
②連續式燒成窯:開始採用轉盤式,後發展成窯身呈直型、 U型(馬蹄型)、彎折型隧道式結構。製品依傳送帶通過隧道中預熱帶、燒成帶、冷卻帶而實現燒成。這種窯產量大,連續機械化操作。適宜品種少、產量大的產品生產。熱源可用煤、石油、煤氣和電等。
③感應加熱裝置:利用具有一定頻率的感應電在鐵坯內產生的渦流實現加熱的燒成裝置。產生熱能的核心部件是感應圈。其結構依產品形狀、大小而異。多用於管道搪瓷加熱。
④組裝式陶纖輻射管燒成窯:用多支鋼質雙層管(稱輻射管)圈成燒成室壁,再於壁外包裹陶瓷纖維以保溫隔熱,產品在燒成室內燒成。熱源為氣體燃料。燃燒氣體由內層管進入、外層管排出,產生的熱能藉管壁向燒成室輻射以加熱產品。窯身大小決定於組裝輻射管的多少。這種窯熱效率高,是一種新型的高效率燒成窯。
彩飾 用彩色瓷釉對搪瓷製品進行裝飾。彩飾的方法有噴花、貼花、印花、刷花、堆花以及紋樣等工藝(見搪瓷彩飾)。
參考書目
邵規賢、苟文彬、聞瑞昌等編著:《搪瓷學》,輕工業出版社,北京,1983。
鄭慶海、聞瑞昌、楊慶貞、肖明等編譯:《瓷釉製造與搪瓷工藝》,中國財政經濟出版社,北京,1963。
