
概述
 搪瓷反應釜
搪瓷反應釜搪瓷反應釜是將含高二氧化矽的玻璃,襯在鋼製容器的內表面,經高溫灼燒而牢固地密著於金屬表面上成為複合材料製品。所以,它具有玻璃的穩定性和金屬強度的雙重優點,是一種優良的耐腐蝕設備。已廣泛地套用於化工、石油、醫藥、農藥、食品等工業。為了保證搪玻璃設備正常使用,現將其主要性能和安裝、使用注意事項說明如下:
技術規範
 搪瓷反應釜
搪瓷反應釜1、使用壓力
0.2---0.4Mpa
2、耐酸性
對各種有機酸、無機酸、有機溶劑均有較好的抗蝕性。如將我廠生產的搪玻璃試樣置於20%HCI溶液中煮沸48h,腐蝕速率為0.9lg/m2.d(優等品指標為1.0g/m2.d)。
3、耐鹼性
搪玻璃對鹼性溶液抗蝕性較酸溶液差。但將我廠搪玻璃試樣置於1N氫氧化鈉溶液腐蝕,試驗溫度80℃時間48h。腐蝕速率為6.76g/m2.d(優等品指標為7.0g/m2.d)。
 搪瓷反應釜
搪瓷反應釜4、操作溫度
搪玻璃設備加熱和冷卻時,應緩慢進行。我廠製造的搪玻璃設備使用溫度為0-200℃,耐溫急變性≥200℃。
5、瓷層厚度
玻璃設備的瓷層厚度0.8-2.0mm,搪玻璃設備附屬檔案的瓷層厚度0.6-1.8mm。
6、耐壓電
搪玻璃具有良好的絕緣性,當搪玻璃在規定厚度內用20KV高頻電火花檢查瓷層時,高頻電火花不能擊穿瓷層。
7、耐衝擊性
玻璃層的內應力越小,彈性越好,硬度越大,抗彎抗壓強度越高,則耐衝擊就越好。我廠之玻璃層在規定厚度內,用直徑30mm,重量112g鋼球衝擊時,其衝擊功為282×10-3J(優等品指標為260×10-3J)。
8、如何防止搪瓷脫落和搪瓷重塑性
我們在運輸過程中要避免震動和外力撞擊,在使用中不要加入顆粒物,即使加入最好不要攪拌,以免造成搪瓷面的損壞。如有搪瓷脫落和出現裂紋,要馬上用(勁素成)JS916進行修補,防止溶劑對反應釜金屬體的腐蝕而造成不必要的停產和設備的報廢。
修復技術
 搪瓷反應釜
搪瓷反應釜搪瓷設備具有耐酸、耐鹼、耐衝擊和耐溫變等優良性能,在化工、醫藥、輕工等行業搪瓷設備得到了廣泛的套用。多年來,工業用搪瓷設備主要以反應罐和儲罐等為主。近十年來,隨著搪瓷工業的發展,搪瓷產品的結構有了一些變化,出現了搪瓷列管式換熱器,搪瓷薄膜蒸發器和過濾器等。由於搪瓷設備長期處於高溫、高壓、腐蝕性介質中,以及在操作過程中受急冷、急熱的影響,搪瓷反應釜搪瓷設備易發生爆瓷現象。爆瓷後的部位露出金屬基體,由於腐蝕性介質的作用,金屬基體受到腐蝕,在許多大型化工企業中生產都是連續性進行的,而且套用大型反應釜,某一個反應釜出現爆瓷現象,即使面積非常小,都有可能影響整個工廠的產品質量及正常生產,所以對粉碎設備等搪瓷設備的修補問題引起了大家的廣泛關注。如果能找到一種操作簡單、經濟可靠的修補方法,這對企業來說具有良好的經濟效益。爆瓷主要可分為兩種形式,一種是由氫引起的所謂鱗爆現象,另一種則是由力學原因引起的應力爆瓷。這兩種爆瓷現象可能同時發生,也可能單獨發生。引起鱗爆的因素很多,包括鋼坯的表面及內部質量,瓷釉的成分及均勻度,以及搪燒工藝,如脫脂硫酸濃度,酸洗時間,搪燒的溫度及時間。此外鱗爆現象受季節性影響十分強。鱗爆的形成主要是由鋼板中氫的吸收、擴散、聚集和溢出引起的。據國外測定,鱗爆時,由金屬基材中析出的氣態氫的壓力可高達11MPa。搪瓷設備金屬基體在燒成時,鋼材處於奧式體狀態,對氫有極大的溶解度,它可吸收在燒成過程中產生的大量氫。鋼材在冷卻過程中會產生奧式體向鐵素體的相變,金屬基體溶解氫的能力大幅度下降,從鋼材中析出的氫聚集在鋼坯與搪瓷層交界處和鋼材內部的缺陷部位上,隨著時間的延長,氫的濃度越來越高,壓力越來越大,當壓力超過瓷層的機械強度時,瓷層就會產生鱗爆,從鱗爆過程的分析可知,搪瓷用鋼板的組織狀態是決定爆瓷是否發生的內因,外界因素只起促進內因發生變化的作用,這些組織有巨觀組織,如氣泡、縮孔、裂紋等,有顯微組織,如晶粒度,滲碳體的形狀、大小、分布等。搪瓷設備的腐蝕破壞,大部分是由於在焊縫表面上瓷釉層有不同程度的鱗爆脫瓷引起的,因為焊縫金屬的金相組織為鐵素體和珠光體。焊接處有氣泡、縮孔、裂紋等缺陷,對氫有強烈的吸收作用。所以應儘量避免對坯體進行熱加工。另外,要防止鱗爆的產生,還必須減少氫的來源,或者給氫提供一個聚集的空間。在高溫800~900 ℃搪燒時,瓷釉內的水與金屬Fe 發生下列反應:Fe + H2O →FeO + 2H這對鋼坯的含氫量影響很大,這是鋼板析氫最為嚴重的因素,因此,在產品燒成時,一定要儘可能地減少瓷釉中水分的含量和鋼坯表面吸附的水分,以及燒成環境中的水分,從而減少氫的產生。應力爆瓷主要是由於瓷層和金屬坯體的熱膨脹係數存在巨大的差異而引起的。在大多數情況下,金屬坯體的熱膨脹係數大於瓷層的熱膨脹係數,這就意味著在常溫下瓷層總是存在著殘餘的應力。殘餘應力受熱膨脹係數差、溫度、釉層厚度、基材厚度等因素的影響。搪玻璃設備熱殘餘應力進行了理論計算。瓷層的壓應力足夠大時,瓷層將會出現剝落。所以在設計瓷釉時,應使瓷釉的熱膨脹係數儘量接近基體的熱膨脹係數,同時提高基體與瓷層間的密著力,搪瓷的密著性與瓷釉潤濕金屬的能力直接有關。瓷釉熔體及釉漿對金屬的潤濕性愈強,愈有利於噴塗和燒成時界面的相互吸引,加速化學反應形成化學鍵,增強密著。另外瓷層通常是不均勻的,普遍含有夾雜物,這是塗搪過程的特徵,由於釉漿由熔塊磨加物和搪加物等混合而成,而且最終燒成受時間的限制,這就阻礙玻璃體的完全均化。一般地說,這些外加粒子和氣泡是產生應力的原因,也是瓷層裂紋的先驅,既使搪瓷的強度降低,又會導致各種缺陷。
搪瓷(搪玻璃)表面硬而脆,機械強度很低,表面硬度比較大,受到衝擊力的作用即行破碎。設備在運輸、安裝的過程中,常常導致搪瓷表面出現脫瓷現象,造成罐體腐蝕而無法使用。在傳統修複方法無法實現快速有效解決搪瓷脫瓷的問題時,隨著高分子複合材料研究的深入,福世藍公司開發出高分子複合材料型搪瓷修補劑,採用福世藍產品修復,其材料所具有的優越的粘著性能及均衡合理的化學、物理性能,完全滿足設備的工藝要求,為企業節省大量的資金同時,最佳化企業的設備資源,確保企業機制的合理運行。
搪瓷反應釜修復示意圖:
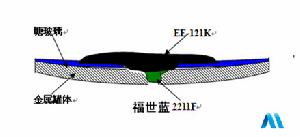 搪瓷反應釜修復
搪瓷反應釜修復工作溫度對使用影響
 搪瓷反應釜
搪瓷反應釜搪瓷反應釜經900 oC高溫焙燒,冷卻後搪瓷與鋼板粘結在一起。由於搪瓷的線膨脹係數和延伸率小於鋼板,因此冷卻後搪玻璃的變形量小於鋼板的變形量,搪瓷受到鋼板的約束產生壓應力。搪瓷釜製成後,其搪玻璃即存在預壓縮應力,而鋼板則存在預拉伸應力。由於預應力與線膨脹係數和延伸率相關,線膨脹係數和延伸率與溫度又密切相關,因此搪瓷釜的工作溫度對搪瓷釜的使用影響很大。如果因溫度變化大而使搪瓷產生的應力超過其使用應力,搪瓷將被破壞。因此搪瓷釜搪瓷層遇冷、熱急變,極易爆瓷。因此搪瓷釜有耐溫限制溫度200℃,耐溫急變冷衝擊<1IO~C,熱衝擊<120℃。投料時物料溫度與釜體溫差太大以及升溫時蒸汽過猛、降溫太急也能導致爆瓷。因此搪瓷釜在使用中升、降溫要緩慢、均勻,分級冷卻。電弧氣熱噴塗法用兩根相互絕緣的鈦金屬絲,分別接電源的兩端。電源電壓為25-28V,電流為360-350A。兩根鈦金屬絲放置成銳角。接通電源,鈦金屬絲間產生電弧,這時鈦發生熔融,藉助於含5%-8%氧氣的壓縮空氣,把熔化的鈦吹向待修補部位。噴塗的距離為150-250mm。由於壓縮空氣中含有氧氣,結果在被修補面上形成了Ti 及TiO2 的固態混合物。形成後的修補面用四糠基矽烷在 200-280℃下熱處理0.3h 便完成了修補。修補後的表面有較好的抗熱腐蝕性。這種修補方法把熔融的金屬噴到待修補處,由於其溫度在1800 ℃左右,引起修補處基體過熱,而引發修補處周圍搪瓷的爆瓷,所以操作時要小心,修補面積不宜大。陶瓷塗層法利用噴熱噴塗含3%TiO2的Al2O3 陶瓷粉末,在破損處形成陶瓷層以達到修補的目的。噴塗工藝流程為:預熱→粗化處理→噴塗過渡層→噴陶瓷層→噴刷封孔劑→烘乾。此方法具有周期短、成本低、而且具有抗高溫耐腐蝕的性能。搪瓷反應釜的玻璃襯裡,雖具有一定的抗衝擊強度,但它畢竟是一種脆性材料,苛刻的工作條件又不允許其存在任何微小缺陷。因此,搪瓷反應釜為確保設備的使用性能,在運輸、保管與安裝過程中,應採取有效的措施。搬運時只允許罐耳受力(指非包裝時),不允許滾動及用撬槓,避免震動、碰撞,嚴禁接管管箍、卡子等易損部件受力。在有條件下,設備最好室記憶體放。設備於室外存放時,應注意遮蓋,避免人敲物擊,日曬雨淋。冬季存放時應特別注意檢查罐體及溫度計套管是否積水,避免因冰凍而損壞。對於裝配有機械密封的反應罐或聚合釜,對密封部位應倍加防護、保持清潔。
