
折射率測量
正文
光線在折射率為n和 n┡的兩種媒質光滑分界面上折射時遵守折射定律:nsini=n┡sini┡, (1)
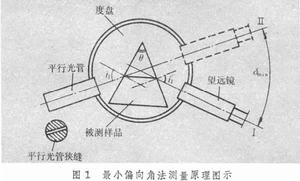
i和i┡分別為入射角和折射角。常用的折射率測量方法幾乎都以折射定律為基礎,下面介紹其中的幾種。偏向角法 對於一個頂角為θ、折射率為n待測的稜鏡,將它放在空氣中(n1=n2=1)。當稜鏡第一表面的入射角i1等於在第二表面的折射角
 時,偏向角達到最小值δmin,則
時,偏向角達到最小值δmin,則  。 (2)
。 (2)
 折射率測量
折射率測量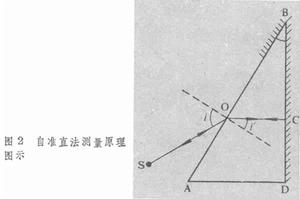 折射率測量
折射率測量自準直法 在測角儀上也可採用自準直法測量材料的折射率。如圖2所示,光線在稜鏡前表面的入射角為i,如果折射光線OC剛好垂直於稜鏡後表面BD,則反射後的光路COS與入射光路SOC重合,稱為自準直光路。由圖2所示幾何關係知道,此時光線在前表面的折射角i┡與稜鏡頂角θ 相等,因此根據折射定律
n=sini/sinθ,
測出i和θ,即可求得n。
在測角儀上通過觀察和調整來建立最小偏向角光路或者自準直光路,不僅麻煩,且有主觀誤差,近年來,中國在數字式測角儀的基礎上研製了全自動折射儀,在這種儀器上用最小偏向角法或自準直法測折射率時能自動尋的,測量結果也能自動處理。測定波長範圍可擴展到紫外和紅外(0.2~15微米)。
臨界角法 具有代表性的儀器是阿貝折射儀。 圖3表示折射率 n待測的液體試樣塗布在該儀器兩塊稜鏡的接觸面間(測固體試樣時不需要進光稜鏡)。 標準稜鏡本身的折射率已知為 n0,在n0>n的條件下,光線折射進入標準稜鏡。光線入射角不會超過90°,由折射定律知道折射角不會超過
 ,
,
 對應的明暗分界線,根據明暗分界線位置的變化便可確定 n值。假如光線逆行,則正好是發生全反射的臨界角,因此稱為臨界角法。
對應的明暗分界線,根據明暗分界線位置的變化便可確定 n值。假如光線逆行,則正好是發生全反射的臨界角,因此稱為臨界角法。 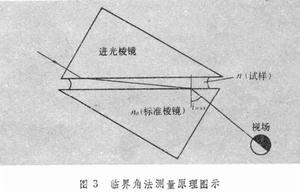 折射率測量
折射率測量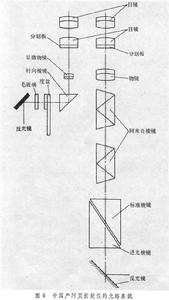 折射率測量
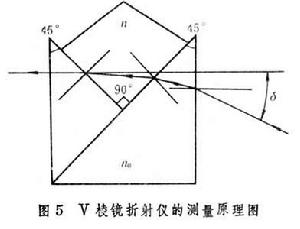
折射率測量V稜鏡法 V稜鏡由其形狀得名,用相同材料的一大一小兩個直角稜鏡膠合而成,其折射率n0已知。被測試樣形狀不拘,但要有一個直角,塗上適當浸液,放入V稜鏡90°槽中(圖5)。光線通過V稜鏡和試樣的組合體後產生偏向角δ,測定δ(按光線向上或向下偏折定正負)便可由下式算出試樣折射率
 ,
,
 折射率測量
折射率測量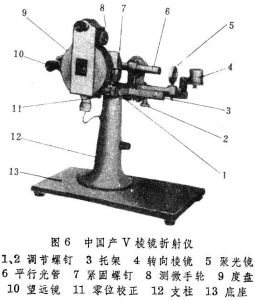 折射率測量
折射率測量氣體折射率的測量 上述四種常用的測量方法可以統稱測角法,主要用於固體材料的折射率測量,其中臨界角法(阿貝折射儀)也常用來測液體的折射率。至於氣體的折射率,往往要用干涉法測量。在實驗室中用瑞利干涉折射儀測氣體折射率,精度可達±2×10-8。煤礦用的沼氣檢定儀實際上也是一種干涉折射儀,它可以根據礦井中大氣折射率的變化確定甲烷含量是否已達到危險的程度。
