
概念
心軸,用來支承轉動零件只承受彎矩而不傳遞扭矩,有些心軸轉動,如鐵路車輛的軸等,有些心軸則不轉動,如支承滑輪的軸等。根據軸工作時是否轉動,心軸又可分為轉動心軸和固定心軸:
轉動心軸:工作時軸承受彎矩,且軸轉動;
固定心軸:工作時軸承受彎矩,且軸固定。
根據軸所起的作用與所承受的載荷,可分為心軸、轉軸及傳動軸:其中心軸:只承受彎矩而不傳遞扭矩;轉軸既承受彎矩又傳遞扭矩;傳動軸只傳遞扭矩而不承受彎矩,或彎矩很小。
簡單分類
常用的心軸有:
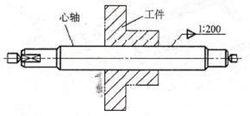
1、小錐度心軸,小錐度心軸定位精度較高。但小錐度心軸裝卸工件不太方便,軸向無法定位,因此只適用於批量較小、精度較高、軸向無定位要求的工件;
2、螺母壓緊的台階式心軸,適用於裝夾多個工件以及工件精度要求不太高場合;
3、漲力心軸,因裝卸工件方便,精度較高,適用於孔徑公差較大的套類零件。
心軸加工過程
由於零件結構簡單,尺寸較小,且有台階軸,力學性能要求較高,精度較高且要進行大量生產所以選用模鍛件,其加工餘量小,表面質量好,機械強度高,生存率高,工件材料選用45鋼,毛坯的尺寸精度要求為IT11——12級。
1、備料下料:45鋼,φ35mm,125mm 。
2、鉗工:校直,全長彎曲度小於0.2mm 。
3、熱處理:正火調質處理。
4、車:車端面,鑽中心控制總長為200mm。
5、粗車:雙頂尖裝夾,粗車6個台階,長度達到尺寸要求,台階直徑上留2mm,倒2個圓角。
6、精車:精車6個台階,台階直徑上留0.3mm.。
7、鉗:畫鍵槽。
8、銑:銑2個鍵槽,鍵槽深度比圖紙大0.2mm作為外圓磨削餘量。
9、鉗:校直,外圓跳動度小於或等於0.15mm 。
10、磨:磨外圓各部分到圖紙要求尺寸。
11、檢:檢驗。
心軸加工
結構分析
 心軸
心軸零件結構如圖所示,包括有有圓柱、圓錐、橢圓球頭、內孔及內螺紋。在數據車削加工中,零件車削加工成形的結構形狀並不複雜,但零件的尺寸精度尤其是零件的幾何精度要求很高,其多個直徑尺寸有較嚴的尺寸公差和表面粗糙度值等要求。
加工精度
在數控車削加工中,零件重要的徑向加工部位有:Φ44的圓柱段,零件中間有Φ28的圓柱段的精度要求和表面粗糙度要求,零件的左端有Φ38的圓柱段以及深度為29.5mm的內孔和M22×1.5mm的內螺紋,零件右端有橢圓球頭。由上述尺寸可以確定,零件的軸向加工尺寸該以左端面為基準。
定位基準選擇
(1)基準重合原則;
(2)基準統一原則;
(3)便於裝夾原則;
(4)便於對刀原則。
根據定位基準選擇原則,避免不重合誤差,便於編程,以工序的設計基準作為定位基準。該零件左端為Φ44的圓柱,右端為橢圓球頭。加工該零件時,先以右端毛坏外圓柱為定位基準加工出零件的左端的,再以Φ44的圓柱為定位基準加工零件的右端。採用三爪自動定心卡盤的裝夾方式進行零件的裝夾定位。零件軸向的定位基準選擇在Φ44圓柱段的左端面。
加工刀具
在該零件的數控車削加工中採用硬質合金K=90外圓車刀,副偏角取為60,斷屑性較好。零件中間錐台處使用硬質合金外圓精車車刀,刀尖圓弧半逕取為0.2mm。零件中間圓柱槽部分使用寬度為8mm的切槽刀。零件內孔部位使用刀柄寬度為15mm的內螺紋車刀,刀柄寬度為15mm主切削刃寬度為5mm的內切槽車刀,鏜孔車刀,就可以滿足加工所需。
心軸的優點
1、心軸與孔保持較大接觸面,定位精度較高;
2、利用彈簧套的彈性變形定心夾緊工件,定位精度較高;
3、定位面的配合間隙影響定位精度;
4、利用帕斯卡原理使薄壁套彈性變形定心夾緊工件,定位精度高,同軸度可達到5μm;
5、可減小薄壁套工件的夾緊變形,提高加工精度;
 心軸
心軸6、有0.002mm的定位過盈量,達到極高的定位精度。
心軸工藝卡
工藝卡如下表所示:
| 機械廠 | 數控加工工序卡 | 產品名稱或代號 | 零件名稱 | 零件呼號 | ||||||||
| 內螺紋深槽橢圓球頭心軸 | ||||||||||||
| 工藝序號 | 編程編號 | 夾具名稱 | 夾具編號 | 使用設備 | 車間 | |||||||
| P0130/P0140 | 三爪自動定心卡盤 | 數控車床 | ||||||||||
| 工步號 | 工步內容 | 加工面 | 刀具號 | 刀具規格 | 主軸轉速 r/min | 進給速度 mm/min | 背吃刀量 mm | 備註 | ||||
| 1 | 零件左端打B型中心孔 | 左端面 | T0 | B=2.5 | 475 | 120 | ||||||
| 2 | 零件左端鑽孔 | 左端面 | T1 | Φ20 | 475 | 120 | ||||||
| 3 | 粗加工零件左端外形軌跡 | 外圓柱面 | T2 | K=90 | 475 | 120 | a=2.0 | 粗車 | ||||
| 4 | 粗加工零件右端外形軌跡 | 外圓柱面 | T2、T3、T4 | 475 | a=2.0 | 粗車 | ||||||
| 5 | 粗加工零件左端內孔 | 內孔 | T5 | 475 | a=2.0 | 粗車 | ||||||
| 6 | 精加工零件左端外形軌跡 | 外圓柱面 | T1 | 600 | a=1.0 | 精車 | ||||||
| 7 | 精加工零件右端外形軌跡 | 外圓柱面 | T2、T3、T4 | 600 | a=1.0 | 精車 | ||||||
| 8 | 精加工零件左端內孔 | 內孔 | T5、T6、T7 | 600 | a=1.0 | 精車 | ||||||
| 編制 | 審核 | 批准 | 第1 頁 | 共1 頁 | ||||||||
