簡介
自動鋼筋彎箍機的出現是隨著中國工業的發展而出現的,順應發展的需要,隨著工業的發展,對於鋼筋的的需求增大,對於鋼筋的形狀的需求增多,彎箍機的出現解決了這個問題,鋼筋彎箍機能將鋼筋加工成各種形狀滿足了工業的生產需求,彎箍機的套用在建築業上非常廣泛。因此許多的技術人員也在不斷地更新設計更好的彎箍機。用以實現高效率的生產和製作。
鋼筋彎箍機屬於一種對鋼筋彎曲機結構的改進。全自動數控鋼筋彎箍機,數控鋼筋彎箍機,鋼筋彎箍機,由水平和垂直的可自動調節的兩套矯直輪組成,結合4個牽引輪,由進口伺服電機驅動,彎箍機確保鋼筋的矯直達到好的精度。是鋼筋加工機械之一。
工作原理
當彎箍機上電後,進給電機轉動,上排導輪轉動鋼筋運動,下排導輪受彈簧的壓力將鋼筋壓住。當鋼筋進給到指定位置,彎箍電機正轉將鋼筋折彎,電機反轉工作檯復位,電動鋼筋剪斷器剪下鋼筋,彎箍機即完成一次彎曲任務。
主要裝置設計
(1)彎箍機鋼筋送入、壓緊機構當鋼筋送入後,彎箍機下排導輪由絲槓螺母機構定位到指定位置再由彈簧的作用,使其壓緊鋼筋。壓緊鋼筋後,進給電機轉動使下排導輪轉動,對鋼筋有向前運動的動力,彎箍機從而實現將鋼筋送入過程。
(2)彎箍機結構
彎箍機通過電機帶動轉盤轉動,轉盤盤上帶有擋柱,當轉盤轉動時擋柱擋住鋼筋彎箍機從而實現對鋼筋彎曲過程。
控制系統設計
流程圖設計
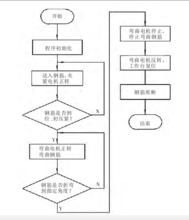 自動鋼筋彎箍機的程式要求實現多次的判斷,而且要按照一定的順序執行動作,其流程圖如圖所示。系統首先初始化,對I/O輸入輸出、中斷設定初始化,送入鋼筋後,啟動進給電機,讓鋼筋進給,然後啟動鋼筋彎箍機電機,使其彎曲,啟動電動鋼筋剪短器,剪斷鋼筋後結束。期間對鋼筋是否到位、鋼筋是否轉到一定角度進行判斷。
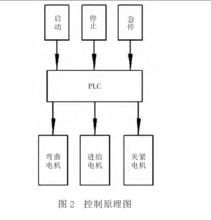
自動鋼筋彎箍機的程式要求實現多次的判斷,而且要按照一定的順序執行動作,其流程圖如圖所示。系統首先初始化,對I/O輸入輸出、中斷設定初始化,送入鋼筋後,啟動進給電機,讓鋼筋進給,然後啟動鋼筋彎箍機電機,使其彎曲,啟動電動鋼筋剪短器,剪斷鋼筋後結束。期間對鋼筋是否到位、鋼筋是否轉到一定角度進行判斷。彎箍機,通過感測器對鋼筋的回響給可程式控制器輸入信號,由PLCS7-200輸出信號控制電機起停,對鋼筋進行送入、彎曲、夾斷運動。
箍機操作規程
一、檢查機械性能是否良好、工作檯和彎曲機台面保持水平;並準備好各種芯軸工具擋。
二、按加工鋼筋的直徑和彎箍機的要求裝好芯軸,成型軸,擋鐵軸或可變擋架,芯軸直徑應為鋼筋直徑的2.5倍。
三、檢查芯軸,擋塊、轉盤應無損壞和裂紋,防護罩緊固可靠,經空機運轉確認正常方可作業。
四、作業時,將鋼筋需彎的一頭插在轉盤固定備有的間隙內,另一端緊靠機身固定並用手壓緊,檢查機身固定,
確實安在擋住鋼筋的一側方可開動。
五、作業中嚴禁更換芯軸和變換角度以及調速等作業,亦不得加油或清除。
六、彎曲鋼筋時,嚴禁加工超過機械規定的鋼筋直徑、根數及機械轉速。
七、彎曲高硬度或低合金鋼筋時,應按機械銘牌規定換標最大限制直徑,並調換相應的芯軸。
八、嚴禁在彎曲鋼筋的作業半徑內和機身不設固定的一側站人。彎曲好的半成品應堆放整齊,彎鉤不得朝上。
九、轉盤換向時,必須在停穩後進行。
十、作業完畢、清理現場、保養機械、斷電鎖箱
全自動數控鋼筋彎箍機,數控鋼筋彎箍機,鋼筋彎箍機
