一般方法
 彎曲
彎曲工件的彎曲有冷彎和熱彎兩種。在常溫下進行的彎曲稱冷彎,常由鉗工完成。當工件較厚(一半超過5mm),要在加熱情況下進行彎曲,稱熱彎,常由鍛工完成。
彎曲,即受到力的作用而造成形變,這種力的作用是合力最終形成的結果,紙板在製造過程中有多種作用力的存在。如三層板有浪面和貼合面紙,五層有A浪、B浪貼合與貼合面紙,這幾種工藝形成產品過程中,其最終所形成的平衡作用力,即形變力。
紙板的彎曲平整,在紙箱包裝來說非常重要,它直接影響到下道工序的生產及產品的次品率、廢品率以及加工速度。對產品成型的影響非常多,彎曲的影響包括材質的材料、濕度、基重,預熱的溫度、預熱的方式,A浪面、B浪面以及面紙的拉力力度,還有糊漿的調製厚度,機車的運行速度等等,這幾種多方面的生產力度是影響紙板平衡力度的因素。
把金屬板材、管材和型材彎曲成一定曲率、形狀和尺寸的工件的衝壓成形工藝。彎曲成形廣泛套用於製造高壓容器、 鍋爐汽包、鍋爐爐管、船體的鋼板及骨肋、各種器皿、儀器儀表構件以及箱櫃鑲條等。
材料彎曲時,其變形區內各部分的應力狀態有所不同。橫斷面中間不變形的部分稱為中性層。中性層以外的金屬受拉應力作用,產生伸長變形。中性層以內的金屬受壓應力作用,產生壓縮變形。由於中性層兩側金屬的應力和應變方向相反,當載荷卸去後,中性層兩側金屬的彈性變形回複方向相反,引起不同程度的彈復。雖然彎曲變形僅限於材料的局部區域,但彈復作用卻會影響彎曲件的精度。彈復的影響因素很多,而這些因素難以控制,由彈復引起的彎曲件精度問題,一直是彎曲成形生產的關鍵。
工藝特點
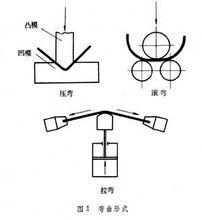
按工藝特點,彎曲可分為壓彎、滾彎和拉彎。壓彎是最常用的彎曲方法。所用設備大多為通用的機械壓力機或液壓機,也有用專用折彎壓力機的。常用的滾彎設備是卷板機。三輥卷板機按三點決定一圓的道理,對板坯進行連續彎曲。三輥卷板機具有兩個傳動輥(固定)和一個壓下輥(可調)。調節壓下輥的上下位置即可改變它與傳動輥之間的相對距離。彎曲時,板材置於傳動輥和壓下輥之間,傳動輥正反方向交換轉動,使板材往復運動。調節壓下輥使之逐步壓下,即可將板材彎曲成所需曲率的圓柱面、圓錐面和曲率較小的雙曲面。壓下輥一端可升起,便於卸出工件。另外還有四輥和多輥卷板機,四輥卷板機用於卷制厚板圓筒,四輥以上的多輥卷板機,用多對輥子將板材逐漸彎曲成複雜的型面。對於精度要求較高,長度和曲率半徑要求較大、橫向尺寸要求較小的彎曲件,可在專用的拉彎機上進行拉彎。拉彎時,板材全部厚度上都受拉應力的作用,因而只產生伸長變形,卸載後彈復引起的變形小,容易保證精度。
光纖彎曲時部分光纖內的光會因散射而損失掉,造成的損耗。
