
基本知識
 導程
導程它與螺距不同,螺距指的是螺紋上相鄰兩牙在中徑上對應點的軸向距離,代號是P。在在同一條螺紋上,相鄰兩牙在中徑上對應點間的軸向距離,稱為導程S。單線螺紋,導程等於螺距;雙線螺紋,導程等於螺距的2倍。
計算公式
 導程
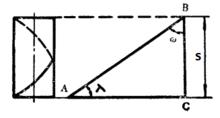
導程在計算推導時涉及到螺旋線的三要素,可以用螺旋線展開後形成的直角三角形來說明:
(1)導程S:螺旋線繞圓柱體轉一圈,沿圓柱體軸線方向移動的距離,即三角形的BC邊;
(2)螺旋角ω:螺旋線的切線方向與圓柱體軸線之間的夾角,即三角形中的∠ABC;
(3)螺旋升角λ:螺旋線與圓柱體端面之間的夾角,即三角形中的∠BAC。
 導程
導程由△ABC可知:三要素之間的關係如下式:
蝸桿的導程
 導程
導程 導程
導程 導程
導程 導程
導程 導程
導程 導程
導程 導程
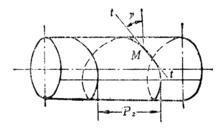
導程圓柱蝸桿的齒面,是圓柱等導程螺旋面,圓柱蝸桿是由同軸線不同直徑的圓柱面組成。直徑為d的任意圓柱面和螺旋面的交線是該圓柱面上的螺旋線。同一條螺旋線和圓柱面同一條母線的相鄰交點間的距離稱該圓柱面上螺旋線的導程 ,同一個蝸桿在不同圓柱面上的導程是相等的。在同一螺旋面上,螺旋線和同一母線相鄰交點的距離稱軸向齒距 ,約定 ,於是 。其中, 表示蝸桿齒數, 表示蝸桿軸向模數。
導程的測量
 導程
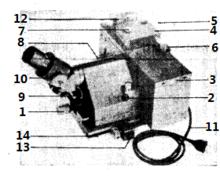
導程光學分度頭與縱向測量顯微鏡配合使用,可測量螺紋、蝸桿、滾刀等工件的導程。如圖所示為LEITZ光學分度頭附屬檔案——縱向測量顯微鏡的外形。圖中支架14用夾緊塊13固定在分度頭底座上。鬆開其上的固定手輪時,可藉助手輪1使測量顯微鏡前後移動到測量所需位置。縱向拖板3可沿平行於分度頭主軸的方向移動,其上裝有測頭5,利用手輪6可使測頭引入或退出測量位置。套筒12用來裝夾測微表,以便檢查拖板運動方向與分度頭主軸軸線的平行度。拖板內裝有玻璃刻線尺,由讀數顯微鏡讀數。手把9用以決定測量壓力的方向 。拖板由一組彈簧機構使其向一個方向壓緊,以使測頭始終與被測表面接觸,其技術指標如下:
| 拖板測量範圍 | 100毫米 |
| 分度值 | 0.5微米 |
| 測頭離底面高度 | 150毫米 |
| 測頭沿徑向移動範圍 | 60毫米 |
 導程
導程 導程
導程測量絲桿、蝸桿等螺旋面的螺距或導程誤差時,將被測工件裝夾在分度頭兩頂尖間,將縱向測量顯微鏡固定在底座上,使測頭與被測表面接觸,讀出光學分度頭和測量顯微鏡的起始值。然後將分度頭連同工件按檢驗要求旋轉角度 ,此時拖板移動距離 應為:
 導程
導程式中:S——被測量工件的螺距或導程。
 導程 導程
導程 導程由測量顯微鏡讀出的拖板實際位移量 與 之差,即為工件的螺距誤差或導程誤差。
雙導程蝸桿
數控工具機上當要實現迴轉進給運動或大降速比的傳動要求時,常採用蝸桿蝸輪副。蝸桿蝸輪副的嚙合側隙對傳動、定位精度影響很大,因此,消除其側隙就成為設計中的關鍵問題。為了消除傳動側隙,可採用雙導程蝸桿蝸輪。
工作原理
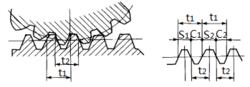
雙導程蝸桿與普通蝸桿的區別是雙導程蝸桿齒的左、右兩側面具有不同的導程,而同一側的導程則是相等的。因此,該蝸桿的齒厚從蝸桿的一端向另一端均勻地逐漸增厚或減薄。
 導程
導程 導程
導程 導程
導程 導程
導程 導程
導程 導程
導程 導程
導程雙導程蝸桿如圖所示,圖中 、 分別為蝸桿齒左側面、右側面導程。S為齒厚,C為槽寬。 , ,若 , 。同理
 導程
導程所以雙導程蝸桿又稱變齒厚蝸桿,故可用軸向移動蝸桿的方法來消除或調整蝸輪蝸桿副之間的嚙合間隙。雙導程蝸桿副的嚙合原理與一般的蝸桿副嚙合原理相同,蝸桿的軸截面仍相當於基本齒條,蝸輪則相當於同它嚙合的齒輪。由於蝸桿齒左、右側面具有不同的模數M(M=t/3.14)。但因為同一側面的齒距相同,故沒有破壞嚙合條件,當軸向移動蝸桿後,也能保證良好的嚙合。
主要特點
雙導程蝸桿蝸輪副在具有迴轉進給運動或分度運動的數控工具機上套用廣泛,是因為其具有以下突出優點。
1. 嚙合間隙可調整得很小,根據實際經驗,側間隙調整可以小至(0.01-0.015)mm。而普通蝸輪副一般只能達到(0.03-0.08)mm,如果再小,就容易產生咬死現象。因此,雙導程蝸輪副能在較小的側隙下工作,對提高數控轉台的分度精度非常有利;
2. 普通蝸輪副是以蝸桿沿蝸輪作徑向移動來調整嚙合側隙,因而改變了傳動副的中心距,從嚙合原理角度看,這是很不合理的。因為改變中心距會引起齒面接觸情況變差,甚至加劇它們的磨損而不利於保持蝸輪副的精度。而雙導程蝸輪副是用蝸桿軸向移動來調整嚙合側隙的,不會改變它們的中心距,可以避免上述缺點;
3. 雙導程蝸桿是用修磨調整環來控制調整量,調整準確,方便可靠。而普通蝸輪副的徑向調整量較難掌握,調整時也容易蝸桿軸線歪斜;
4. 雙導程蝸輪副的蝸桿支承直接做在支座上,只需保證支承中心線與蝸輪中截面重合,中心距公差可略微放寬,裝配時,用調整環來獲得合適的嚙合側隙,這是普通蝸輪副無法辦到的。
