
作用
夾送輥設定在卷取機入口處,它的主要功能是:
1、將帶鋼頭部引入卷取機入口導板;
2、在帶鋼尾端拋出精軋機時,對帶鋼施加所需要的張力,以便得到良好的卷取形狀;
3、通過對夾送輥的水平調整,獲得良好的卷形。
夾送輥形式
 夾送輥形式
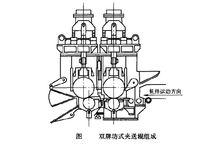
夾送輥形式夾送輥形式由擺動式發展為牌坊式、雙牌坊式。卷取張力有捲筒與精軋機形成張力、有捲筒與精軋機和夾送輥形成張力、捲筒與夾送輥形成張力三種形式。各種張力控制方式,對卷形的影響是不同的,特別是厚度大、強度高的帶材差異更明顯。雙牌坊式夾送輥組成如圖所示。前夾送輥起末架精軋機作用,建立張力,後夾送輥起正常夾送輥作用,而且在夾送輥前增加了一個壓輥,防止帶鋼上翹。我國卷取機夾送輥還沒有雙牌坊式夾送輥,現採用的夾送輥多數為擺動式,其他為牌坊式。
夾送輥結構
 夾送輥結構
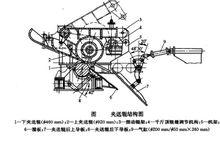
夾送輥結構夾送輥由上、下輥、上輥開閉裝置、輥縫調節裝置及夾送輥傳動裝置等組成,如圖所示。為了改善咬入條件和使帶鋼頭部往下彎,夾送輥是一對上大下小的輥子,上下輥之間有10°~ 20°的偏角,帶鋼頭部進人夾送輥後,頭部被迫下彎,進人卷取機人口導板。
夾送輥上下輥都帶有凸度,利於帶材卷取時對中及延長輥子壽命。夾送輥對帶材施加後張力是由夾送輥的壓緊力和傳動馬達決定的。隨著軋制高速化,帶鋼厚度增大和材質高強度化。下夾送輥承受很大的壓力,多採用實心鍛鋼輥;為提高耐磨性,輥面均堆焊硬質合金。上輥裝設於擺動輥架上,由氣缸控制其開閉。氣缸的壓力須根據夾送輥的壓緊力確定。上輥壓下後,上下輥間需留出的輥縫值與帶材和夾送輥系統的剛度有關,一般選擇比帶材厚度小0.4mm左右。為此,夾送輥須設輥縫調整裝置,以限制擺動輥架的壓下位置,實現輥縫調整;同時調整輥身的平行度,以利於提高卷取質量。常見的輥縫調整機構有螺旋千斤頂式和偏心軸式等。
驅動形式
夾送輥有集中驅動和單獨驅動兩種形式。集中驅動是由一台直流電機通過聯合減速機集體驅動上下夾送輥,傳動軸齒輪箱速比常略小於上下輥輥徑比,以適應帶材向下彎曲的趨勢,為保證上下輥線速度相同,兩者必須始終按一定直徑比例重磨。單獨驅動是由兩台直流電機分別驅動上下輥,用電器同步控制上下輥速度匹配。
夾送輥布置
在夾送輥前設定風動側導板為帶材導向,即將輸出輥道上偏離輥道中心的帶材頭部平穩地引導到卷取機中心線,送入卷取機,在軋制過程中繼續對帶材進行平穩的引導對中,使帶卷邊緣整齊。側導板開度由機械氣動雙重控制,導向時機械定位。卷取時側導板在氣缸作用下導引帶材。側導板的傳動一般採用電機和齒輪齒條傳動,已大量採用液壓傳動,設定精度及對中效果均優於電動側導板。側導板在引導帶鋼過程中,頻繁地與帶鋼邊部接觸,磨損嚴重,形成溝帶。因此,在側導板的面上安裝了可更換的襯板。為減少村板的消耗,部分軋機在側導板上安裝有小立輥,以減小磨損。
夾送輥之後設定導板。構成夾送輥與捲筒之間的通路。夾送輥抬升時導板封閉地下卷取機的人口,使帶材通向後一架卷取機。在某些卷取機的夾送輥後導板上設定事故剪下機,當卷取出現故障時,切斷帶材將其送往後面的卷取機。
