
1.塗膠機械手簡介
隨著我國經濟的持續發展和科學技術的突飛猛進,使得機器人在塗膠、碼垛、點焊、弧焊、噴塗、搬運、測量等行業有著相當廣泛的套用。(本文針對瀋陽鼎冷機電設備有限公司六自由度塗膠機系統進行簡要的介紹)
選擇一個塗膠機械手首先要針對行業,確定機械手的運動範圍,工作特性和動作要求。以下針對車燈行業的塗膠機械手進行簡要闡述。
首先,要了解客戶的工作要求:
(1)在塗膠過程中不允許有任何膠料飛濺到車燈膠槽以外;
(2)膠形均勻一致,搭接合理美觀;
(3)燈具裝配後不能有任何溢膠現象;
(4)車燈裝配後氣密試驗合格。
然後,在確定機器人的工作方式及動作要求:
工作方式
車燈自動塗膠機器人和操作人員分別在往復式工作檯兩端(見圖1 ),一端為人工上下料工位,位於安全工作區,另一端為機器人自動塗膠工位,工件到位後位於機器人工作範圍內。操作人員在上下料工位將待塗膠工件裝入工裝後踩動腳踏開關,工作檯將工件由上下料工位傳送至自動塗膠工位,工件到達自動塗膠工位後,給機器人一個啟動信號,機器人便開始做塗膠工作,塗膠完成後機器人給工作檯一個回程信號,已塗膠工件被傳送至上下料工位,此時操作人員將已塗工件卸下,重複以上工作。
2.自動塗膠機器人工作站
瀋陽鼎冷機電設備有限公司六自由度交流伺服機器人是一種關節式的編程示教型通用機器人。它具備與外圍設備進行通訊的功能。具有高的加速性能、精確的軌跡跟蹤和快速的轉角特性,持重10kg。這種機器人的所有特性及工作參數都符合車燈自動塗膠作業要求。
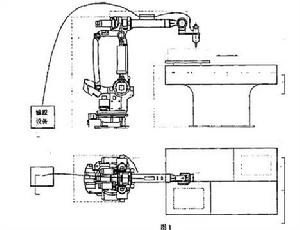 圖1
圖1輸膠設備也是塗膠機械手的一個重要環節,輸膠設備系統可以實現對RTV 系列矽膠的壓力輸送。壓盤與膠桶內壁嚴格密封,壓入後將多餘空氣從壓盤上一導氣管排出,桶內形成負壓。在泵、壓盤、升降氣缸向下的作用力及系統其他附屬檔案重力作用下,輸膠泵以壓縮空氣為動力,泵空氣馬達上下往復運動帶動柱塞泵將桶內矽膠吸進並以一定壓力通過膠管輸送給自動膠槍。機器人控制系統向電磁閥傳送電信號,在壓縮空氣作用下自動擠膠槍處於打開狀態,此時膠槍可以正常工作。由於壓盤完全蓋住桶蓋,因而保證桶里膠料與空氣完全隔絕,在長時間停產情況下,矽膠也不會發生固化現象。(R T V 矽膠在與空氣中水份發生反應後便會固化)。以下輸膠設備有關參數:
(1)泵壓力比25∶1
(2)泵最大流量13.3L/min
(3)泵最大壓縮空氣消耗量2.9m3/min(在7kg/cm2 時)
(4)泵最大工作壓力7kg/cm2
(5)泵最大輸膠壓力169kg/cm2
(6)自動擠膠槍最大耐壓210kg/cm2
(7)自動擠膠槍流量2.1L/min(25萬厘泊膠,100 kg/cm2)
輸膠設備
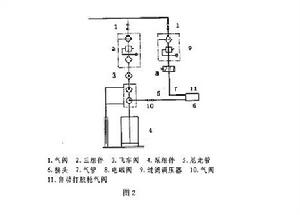 圖2
圖2另外,在控制上一般需要如下功能:
(1)工件號選擇;
(2)手動控制工作檯往復運動(或人工調試功能);
(3)急停;
(4)工作檯人工及自動切換。
總控台位於操作人員上下料工位,便於操作工選擇工件號及緊急情況下的急停。
3.塗膠機械手的改進
瀋陽鼎冷機電設備有限公司針對塗膠機械手經常出現的問進行了如下改進:
1.膠形不穩定對於膠形不穩定問題,進行了深入分析。在排除了工裝、工作檯因素影響後,將重點放在對整體底座的剛度分析上,經過試驗,確認了這一推斷,並將整個底座與地面固定牢靠,從而解決了機器人在個別塗膠位置上的抖動問題,解決了膠形不穩問題。
2.拉絲問題由於車燈膠槽深度都在5mm 以上,因而要在自動膠槍上安裝專門的槍嘴,這樣又帶來了新的問題,當擠膠槍關閉後會有輕微的膠槍拉絲現象,這種情況雖然不可避免,但是為了保證不使膠絲塗在燈具膠槽外部從而影響產品質量,特意在示教編程時讓膠槍關閉以後繼續沿著塗膠軌跡多走一段距離,解決了因拉絲現象而影響產品質量問題。
3.自動擠膠槍給電後出膠滯後由於自動擠膠槍是採用氣動控制開關的,因而當膠槍電磁閥打開後只有膠槍氣缸內氣壓高於3.1kg/cm2 時膠槍才能打開,這樣便帶來出膠滯後問題,出膠滯後必然嚴重影響塗膠質量。
將膠槍電磁閥安裝在離膠槍最近的地方,這樣便使出膠滯後時間大大減小。
由於矽膠遇到空氣後會在8小時以後固化結塊,會導致隔日後再生產時膠槍無法工作。利用機油密封膠槍嘴的端部。具體措施如下:
(1)在工作檯機器人一側安裝一機油油杯。
(2)將總控台上工件選擇號0號工作號作為機器人停止工作進入油杯的程式設定。
(3)示教編程0號程式。
(4)下班前,工人將工件號撥至0號,則機器人自動將擠膠槍嘴浸入機油杯中。
(5)次日上班前操作者將工件號撥至生產所需工件號任何一個時,擠膠槍就會自動從油杯中出來,操作者簡單用棉布擦拭掉槍嘴上的機油即可。
在最重要的經濟效益環節,採用六自由度塗膠機械手後會大大提高了勞動生產率。以前人工生產效率是1.2min/ 件,採用自動塗膠工作站以後,生產效率提高到14s/ 件;其次,產品質量得到了大幅度的提高,由人工生產的產品合格率不足60%,提高到現在的99% 以上,同時節省了因人工生產的不合格產品的返修費用;
另外,自動塗膠比人工作業要節省用膠達20%以上,若按年需矽膠3000加侖計算,每加侖膠的費用是700元人民幣,這樣一年光矽膠一項就為用戶節約資金達42萬元。
綜上所述,採用機器人後使塗膠和點膠的工作效率大為提高。省去大量人力,大量降低成人工成本。該機器人運行一年後就可收回所投入的成本。該機器人在正常維護下至少運行十年。隨著大批量全自動化塗膠生產線的興起,此塗膠系統將具有更加廣泛的市場前景和發展潛力!
