
工件定位誤差分析
工件在夾具中定位時,由於定位元件和工件的定位基準均有製造誤差,因而使工件在夾具中的實際定位位置,將在一定範圍內有所變動,也就是存在一定的定位誤差,將造成工件的加工誤差。由於定位方法所產生的誤差稱為定位誤差,定位誤差是指一批工件定位時,工件的設計基準在加工尺寸方向上相對於夾具(工具機)的最大變動量。定位誤差包括基準位移誤差和基準不重合誤差兩部分 。
產生基準位移誤差的原因
 工件的基準位移誤差
工件的基準位移誤差1、工件定位表面的誤差
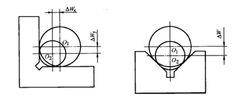
工件以外圓表面在定位元件上定位時,由於外圓直徑存在著加工誤差,所以當外圓直徑為最大極限尺寸與最小極限尺寸時,外圓的軸心分別位於O、O。即O、O為定位基準變動量,O、O在加工尺寸方向上的投影即為工件的基準位移誤差(圖中的△W、△W表示工件在x方向與y方向上的基準位移誤差)。
 孔、軸配合的基準位移誤差
孔、軸配合的基準位移誤差2、定位表面與定位元件間的間隙
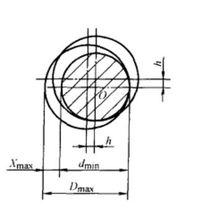
工件以定位孔在定位軸上定位,如圖所示。若採用間隙配合,當孔為最小極限尺寸而軸為最大極限尺寸時,出現最小間隙X。當孔為最大極限尺寸而軸為最小極限尺寸時,出現最大間隙X,此時工件的定位孔可相對於定位軸的軸心O,從同軸位置出發,向上、下、左、右各移動一段距離h,形成工件的基準位移誤差。
3、定位元件的誤差
定位元件的製造誤差及使用過程中的磨損,會造成工件的基準位移誤差。
4、定位機構的誤差
三爪自定心卡盤、雙V形塊自動定心等定位機構,由於其製造誤差、間隙及磨損,也會造成工件的基準位移誤差。如三爪自定心卡盤分別夾住不同直徑的量棒時,量棒軸線將對主軸迴轉軸線產生不同的偏移量 。
