![吊鉤[起重機械的吊具]](/img/d/046/nBnauM3XwYjN1YTM1UDOyUTN1UTM1QDN5MjM5ADMwAjMwUzL1gzLwYzLt92YucmbvRWdo5Cd0FmLxE2LvoDc0RHa.jpg "吊鉤[起重機械的吊具]")
簡介
分類
吊鉤按形狀分為單鉤和雙鉤;按製造方法分為鍛造吊鉤和疊片式吊鉤。
單鉤製造簡單、使用方便,但受力情況不好,大多用在起重量為80噸以下的工作場合;起重量大時常採用受力對稱的雙鉤。疊片式吊鉤由數片切割成形的鋼板鉚接而成,個別板材出現裂紋時整個吊鉤不會破壞,安全性較好,但自重較大,大多用在大起重量或吊運鋼水盛桶的起重機上。吊鉤在作業過程中常受衝擊,須採用韌性好的優質碳素鋼製造。
吊鉤分類極廣,一般包括:卸扣、吊環、 圓環 、梨形環、 長吊環、 組合吊環、 S鉤、鼻吊鉤、 美式吊鉤 羊角吊鉤 、眼形滑鉤 、帶保險卡吊環螺釘 、鏈條卸扣、 具有獨特、新穎、質優、安全的特點,適用於工廠、礦山、石油、化工及船舶碼頭等。確保全全,質量安全係數,靜載荷達到3倍。起重量從5噸~150噸。
技術要求
 羊角吊鉤
羊角吊鉤1、購置吊鉤應有製造廠的合格證等技術檔案方可使用;重要部門採購吊鉤如:鐵路、港口等,吊鉤出廠需嚴格檢驗(探傷)。
2、吊鉤不得有影響安全使用性能的缺陷;吊鉤缺陷不得焊補;吊鉤表面應光滑,不得有裂紋、折迭、銳角、毛刺、剝裂、過燒等缺陷。
3、可在吊鉤開口最短距離處選定二個適當位置列印不易磨損的標誌,測出標誌的距離,作為使用中檢測開口度是否發生變化的依據。
4、吊鉤材料可選用20優質碳素鋼或吊鉤專用材料DG20Mn、DG34CrMo等鍛造製成,嚴禁使用鑄造吊鉤。板鉤的材料一般套用A3、C3普通碳素鋼,或16Mn低合金鋼
5、自製吊鉤的技術條件應符合GB 10051.1-88~GB 10051.5-88的規定(新標準:GB10051.1-2010~GB 10051.5-2010)
6、板鉤鉤片的縱軸,必須位於鋼板的軋制方向,且鉤片不允許拼接。
7、板鉤鉤片套用沉頭鉚釘鉚接,而在板鉤與起吊物吊點接觸的高應力彎曲部位不得用鉚釘連線。
8、板鉤疊片間不允許全封閉焊接,只允許有間斷焊。
9、對已進行過超負荷試驗的吊鉤應作報廢處理。
危險斷面
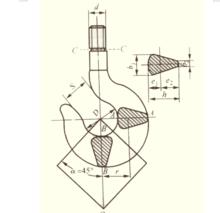
吊鉤有三個危險斷面, 在檢查時要特別注意,如下圖所示,吊鉤的三個危險斷面是 :
(1)A-A 斷面一方面受吊索拉力的作用, 吊鉤有被拉直的趨勢; 另一方面還受彎矩的作用。因為作用於此斷面的彎矩最大, 其所受彎曲應力也最大, 所以此斷面是一個危險斷面。
(2)B -B 斷面與 A-A 斷面相同 ,B -B 斷面在吊索拉力的作用下, 有被拉直和剪斷的趨勢,此處所受剪下應力最大, 故也是危險斷面。
 危險斷面示意圖
危險斷面示意圖(3)C -C 斷面該斷面是鉤柱最細的部分在吊索拉力的作用下,有被拉斷的趨勢。此處所受拉應力最大,故也是危險斷面。
相關資料
安全檢驗
1、人力驅動的起升機構用的吊鉤,以1.5倍額定載荷作為檢驗載荷進行試驗。
2、動力驅動的起升機構用的吊鉤,以2倍額定載荷作為檢驗載荷進行試驗。
3、吊鉤卸去檢驗載荷後,不應有任何明顯的缺陷和變形,開口度的增加量不應超過原尺寸的0.25%。
4、檢驗合格的吊鉤,應在吊鉤低應力區列印標記,包括額定起重量、廠標或廠名,檢驗標誌、生產編號等內容。
報廢標準
吊鉤出現下列情況之一時應予報廢:
①裂紋;
②危險斷面磨損達原尺寸的10%;
③開口度比原尺寸增加10%;
④鉤身扭轉變形超過10°;
⑤吊鉤危險斷面或吊鉤頸部產生塑性變形;
⑥吊鉤螺紋被腐蝕;
⑦片鉤襯套磨損達原尺寸的50%時,應更換襯套;
⑧片鉤心軸磨損達原尺寸的5%時,應更換心軸。
安全使用注意事項
1、吊鉤應是正式專業廠按吊鉤技術條件和安全規範要求生產製造的, 產品應具有生產廠的質量合格證書, 否則不允許使用。
2、新鉤應做負荷試驗 , 測量鉤口開度不應超過原開度的0.25%。
3、使用過程中應經常檢查吊鉤有無裂紋或嚴重變形、腐蝕及磨損現象.
4、吊鉤應每年進行一次試驗。試驗時以1.25 倍容許工作荷重進行10min 的靜力試驗, 用放大鏡或其他方法檢查, 不應有裂紋、裂口及殘餘變形。
5、三個危險斷面套用煤油清洗 , 用放大鏡看有無裂紋。對板式鉤應檢查襯套、銷子磨損情況。
![吊鉤[起重機械的吊具]](/img/3/f16/wZwpmL2EzNykTN1QTOyUTN1UTM1QDN5MjM5ADMwAjMwUzL0kzL3YzLt92YucmbvRWdo5Cd0FmLyE2LvoDc0RHa.jpg) 吊鉤[起重機械的吊具]
吊鉤[起重機械的吊具]6、吊鉤上的缺陷不得補焊。
