![凹版印刷[印刷工藝]](/img/2/22b/nBnauM3XwQzN0MDOwITOzkDN1UTM1QDN5MjM5ADMwAjMwUzLykzLwczLt92YucmbvRWdo5Cd0FmLzE2LvoDc0RHa.jpg "凹版印刷[印刷工藝]")
簡介
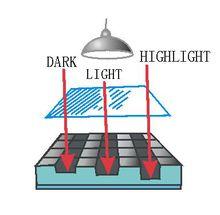
凹版印刷簡稱凹印,是四大印刷方式其中的一種印刷方式。凹版印刷是一種直接的印刷方法,它將凹版凹坑中所含的油墨直接壓印到承印物上,所印畫面的濃淡層次是由凹坑的大小及深淺決定的,如果凹坑較深,則含的油墨較多,壓印後承印物上留下的墨層就較厚;相反如果凹坑較淺,則含的油墨量就較少,壓印後承印物上留下的墨層就較薄。凹版印刷的印版是由一個個與原稿圖文相對應的凹坑與印版的表面所組成的。印刷時,油墨被充填到凹坑內,印版表面的油墨用刮墨刀刮掉,印版與承印物之間有一定的壓力接觸,將凹坑內的油墨轉移到承印物上,完成印刷。凹版印刷作為印刷工藝的一種,以其印製品墨層厚實,顏色鮮艷、飽和度高、印版耐印率高、印品質量穩定、印刷速度快等優點在印刷包裝及圖文出版領域內占據極其重要的地位。從套用情況來看,在國外,凹印主要用於雜誌、產品目錄等精細出版物,包裝印刷和鈔票、郵票等有價證券的印刷,而且也套用於裝飾材料等特殊領域;在國內,凹印則主要用於軟包裝印刷,隨著國內凹印技術的發展,也已經在紙張包裝、木紋裝飾、皮革材料、藥品包裝上得到廣泛套用。當然,凹版印刷也存在局限性,其主要缺點有:印前製版技術複雜、周期長,製版成本高;由於採用揮髮型溶劑,車間內有害氣體含量較高,對工人健康損害較大;凹版印刷從業人員要求的待遇相對較高。
發展歷史
 凹版印刷
凹版印刷基本印刷方式之一。印版的圖文低於空白部分,印刷時全版著墨,然後刮拭版面,使僅在圖文部分留有油墨,轉移到承印物上,成為印刷品。可分為雕刻凹版、照相腐蝕凹版與電子雕刻凹版3類。
雕刻凹版 由版畫藝術發展而來。義大利金銀匠M.菲尼圭拉於1452年發明。當初全是手工雕刻,後來有化學蝕刻,近代已儘量使用機械。版面由深淺和粗細不同的點和線組成。印刷品的線條略凸,光潔清晰,可防偽造,故多用於印刷鈔票、郵票等有價證券。
照相腐蝕凹版 19世紀後期,生於波希米亞的畫家K.克利克,運用前人的照相術、碳素紙過版等成果,發明了照相凹版和用刮刀的凹版印刷方法。版面圖文的著墨部分為有規則排列的細小孔穴(網穴),一般呈正方形,大小相同,但深淺不一,容墨量不同。其印刷品墨色厚實,並能取得與原稿圖像色調層次完整一致的印刷效果,是凹版印刷用得最普遍的 1種,所以也稱為傳統照相凹版。半個多世紀以來,已發展了幾種新的照相腐蝕凹版,如參照膠印網點結構,其著墨孔穴大小不同,而深淺一致或不一致,印刷質量較好。
電子雕刻凹版 20世紀中期,開始有凹版電子雕刻機,它用掃描頭和電腦控制的鑽石刻刀,在滾筒上刻出圖文的著墨孔穴呈倒金字塔形,大小和深淺都有變化。其印刷質量不亞於照相腐蝕凹版,並具有操作簡單、製版時間短、無廢液處理問題等優點。
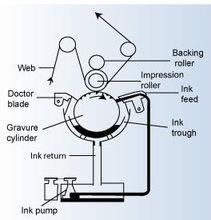
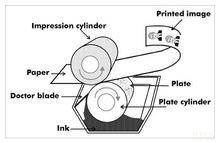
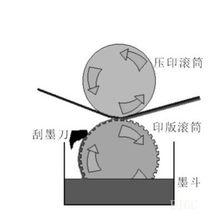
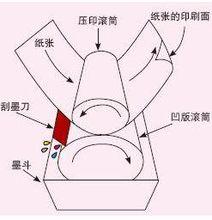
近代凹版印刷的印版大都製作在圓滾筒表面,採用圓壓圓的印刷方式。通常壓印滾筒在上,印版滾筒在下。印版滾筒下部浸在油墨槽中,版面從槽中取得油墨 (也有用墨泵噴墨或由浸在墨槽中的墨輥傳墨給版面 )。墨槽上方設有薄鋼片刮刀壓在印版滾筒表面,刮除版面上無圖文處的油墨(也有用逆向旋轉的揩墨輥揩拭的)。留存於版面圖文著墨孔穴(或線)內的油墨,在轉到兩滾筒相切處時轉移到通過該處的紙(塑膠膜、鋁箔等)上,印出圖文。
![凹版印刷[印刷工藝]](/img/c/12c/wZwpmL1cTO4kDM4UTM0kDN1UTM1QDN5MjM5ADMwAjMwUzL1EzL0UzLt92YucmbvRWdo5Cd0FmLwE2LvoDc0RHa.jpg) 凹版印刷[印刷工藝]
凹版印刷[印刷工藝]複製單色或彩色照相稿與膠印或銅版凸印等相比較,具有墨層厚、層次豐富、印刷質量好、廢紙率低、印版耐印、能長久存放等優點,尤其在粗質紙、玻璃紙、塑膠膜、金屬箔上印刷效果好。但凹版製版時間長、費用高,所以只有質量要求高的彩色圖片、畫冊、畫刊、書刊插圖、明信片、商標、包裝裝潢、有價證券、建築裝飾材料等適合採用凹印。而且印刷產品數量大,用凹印才較為合算。又因印小號文字質量不好,故以文字為主的書刊不用凹印。
凹印油墨因須易於進入印版的著墨孔穴並轉移到紙上,所以流動性要好,常用易揮發的苯類為溶劑。為防止溶劑污染空氣和防火,須重視密閉各污染源、回收溶劑及工作場所的通風換氣。對於要求不降低印刷質量的水基凹印墨的研究和套用,國內外都在積極探索中。
種類
凹版印刷的種類根據製版方法分為兩類:雕刻凹版和腐蝕凹版。
雕刻凹版
 凹版印刷
凹版印刷雕刻凹版是用刻刀直接在印版滾筒的表面刻出與原稿圖文相對應的凹坑,按刻刀的控制方法可分為手工雕刻凹版,機械雕刻凹版及電子雕刻凹版。
(1)手工雕刻凹版
手工雕刻凹版是技術人員用刻刀在印版滾筒的表面按照原稿圖文進行手工雕刻製成的,印版材料可用銅板或鋼板。手工勞動繁重,製版費用大,周期長。但是手工雕刻的凹版線條清晰,印刷品層次感強,難以偽造。大多用於製作有價證券及高質量藝術品的印刷凹版。
(2)機械雕刻凹版
機械雕刻凹版是用機械控制刻刀在印版滾筒的表面進行雕刻製作的,它減輕了手工雕刻的繁重勞作,製版速度快,周期較短,製版費用也較低。主要用於製作有價證券的印刷凹版。
由於以上兩種雕刻製版的費用較高,製版周期長,所以使用範圍受到限制。但事物都是一分為二的,就防偽包裝來說,手工雕刻凹版也許就是最好的製版方法。因為秘訣防偽是防偽包裝的一個主要方法,技術人員在手工刻制凹版的過程中可以採用各種方法雕刻出一些暗記,這些手工雕刻凹版上的暗記不易被發現,在印刷品上就更難被分辨,這就形成了秘訣防偽。
(3)電子雕刻凹版
這種版是由電子控制裝置控制刻刀在印版滾筒表面進行雕刻的。 利用電子雕刻機,按照光電原理,控制雕刻刀,在滾筒表面雕刻出網穴,其面積和深度同時發生變化。
腐蝕凹版
腐蝕凹版是按照原稿圖文用化學腐蝕的方法在印版滾筒的表面蝕刻出一個個墨坑製成的。根據原稿圖文轉換方法的不同,可將腐蝕凹版分為蝕刻凹版,照相凹版,網點凹版。
蝕刻凹版是用雕刻與腐蝕相結合的製版方法製成的。即先用手工雕刻出原稿圖文的形狀,再用腐蝕的方法制出凹版。
照相凹版套用比較廣泛,是凹印中套用最多的印版,主要用於印刷畫版等。
網點凹版主要用於包裝裝潢印刷及建材印刷等。
生產要素
原稿
凹印中的原稿多為連續調。
油墨
 凹版印刷工藝
凹版印刷工藝凹印油墨是由固體樹脂、揮發性溶劑、顏料、填充料和附加劑組成。不含植物油,其乾燥方式大多屬於揮髮型。凹印油墨又可分為三種:影寫凹印油墨;塑膠凹印油墨;醇溶凹印油墨。溶劑在油墨中的作用有:溶解或分散油墨中的一切固體組分;濕潤被印基材的表面;調節油墨的乾燥速度;調節油墨的稠度,使之適於印版的著墨要求。
印版
凹版不同於其他版的一個顯著區別是:其圖文部分是由低於非圖文部分的凹眼組成,印版由金屬材料製成,外面還鍍有鉻和銅。
承印物
凹印的材質可以十分廣泛,但常用它來印刷高檔紙和塑膠薄膜。
印刷機械
凹印機通常由八大部分組成,包括開卷部分、導輥、壓輥、印輥、上墨部分、刮墨刀、乾燥器、收卷部分,部分凹印機還包括動力系統、校準系統及電氣系統。
生產工藝
凹版印刷由於印刷機的自動化程度高,製版質量好,因而工藝操作比平版印刷簡單,容易掌握,工藝流程如下:
印前準備→上版→調整規矩→正式印刷→印後處理
印前準備
 凹版印刷
凹版印刷凹版印刷的準備工作包括:根據施工單的要求,準備承印物、油墨、刮墨刀等,還要對印刷機進行潤滑。
塑膠薄膜,是凹版印刷主要的承印物。常用的塑膠薄膜有聚乙烯、聚丙烯、聚氯乙烯等。因為塑膠薄膜表面光滑、粘附油墨的性能差,所以,在印刷前要對薄膜表面進行處理。一般採用電暈處理,該方法是將塑膠薄膜在兩個電極中穿過,利用高頻振盪脈衝迫使空氣電離產生放電現象形成電暈,游離的氧原子與氧分子結合生成臭氧,使薄膜表面形成一些強性集團和肉眼看不見的“毛刺”,這樣便提高了薄膜的表面張力和粗糙度,有利於油墨和粘合劑的附著。
凹版印刷,採用溶劑揮發性的油墨,粘度低,流動性好,附著力強。常用的溶劑有甲苯、二甲苯、汽油、酒精等,印刷前在油墨中加入適量的溶劑釋,最好過濾後再使用。
凹版印刷機最主要的特點是使用刮墨刀,刮除印版空白部分的油墨。刮墨刀是寬60mm至80mm,長1000mm至1500mm(依照印版滾筒尺寸而定)特製的鋼片。刮墨刀刃必須呈直線,若出現“小月牙”式的傷痕,便會在印張出現很寬的斜條,即發生空槓子現象。
印版是印刷的基礎,直接關係到印刷質量,上版前需對印版進行覆核。檢查網點是否整齊、完整,鍍鉻後的印版是否有脫鉻的現象,文字印版,要求線條完整無缺,不能斷筆少道。印版經詳細檢查後,才可安裝在印刷機上。
上版
上版操作中,要特別注意保護好版面不被碰傷,要把叼口處的規矩及推拉規矩對準,還要把印版滾筒緊固在印刷機上,防止正式印刷時印版滾筒的鬆動。
調整規矩
印刷前的準備工作完成之後,再仔細校準印版,檢查給紙、輸紙、收紙、推拉規矩的情況,並作適當調整,校正壓力,調整好油墨供給量,調整好刮墨刀。
刮墨刀的調整,主要是調整刮墨刀對印版的距離以及刮墨刀的角度,使刮墨刀在版面上的壓力均勻又不損傷印版。
正式印刷
在正式印刷的過程中,要經常柚樣檢查,網點是否完整,套印是否準確,墨色是否鮮艷,油墨的粘度及乾燥是否和印刷速度相匹配,是否因為刮墨刀刮不均勻,印張上出現道子、刀線、破刀口等。
凹版印刷的工作場地,要有良好的通風設備,以排除有害氣體,對溶劑應採用回收設備。印刷機上的電器要有防爆裝置,經常檢查維修,以免著火。
特點
 凹版印刷
凹版印刷凹版印刷時的載墨體是雕刻於印刷版上的一個個凹坑,凹坑的形狀與原稿圖文一模一樣,印版表面沒有油墨。當印版與承印物壓印接觸時,凹坑內的油墨被轉移到承印物表面,完成印刷過程。因此,凹版印刷具有一些與其它印刷方法不同的獨有特點,下面分別進行討論。
防偽
凹版印刷以按原稿圖文刻制的凹坑載墨,線條的粗細及油墨的濃淡層次在刻版時可以任意控制,不易被模仿和偽造,尤其是墨坑的深淺,依照印好的圖文進行逼真雕刻的可能性非常小。因此,目前的紙幣、郵票、股票等有價證券,一般都用凹版印刷,具有較好的防偽效果。目前一些企業的商標甚至包裝裝潢已有意識的採用凹版印刷,說明凹版印刷是一種較有生命力的防偽印刷方法。
範圍廣
一般的軟材料都可以作為凹版印刷的承印物。如塑膠、紙張、鋁箔等,特別對於一些易於延伸變形的材料,如紡織材料等,具有較好的適應性,這是凸版印刷和平版印刷所不能比擬的。
印刷質量高
凹版印刷的用墨量大,圖文具有凸感,且層次豐富,線條清晰,質量高。書刊畫報,包裝裝潢等的印刷大多採用凹版印刷。
大批量印刷
凹版印刷的製版周期較長,效率較侈,成本高。但是印版經久耐用,所以適宜大批量的印刷。批量越大,效益越高,對於批量較小的印刷,效益較低。所以凹版方法不適宜用於批量較小的商標的印刷。
數字製版
根據國內現有實際情況,凹印的數字製版有三種方式:電子雕刻機方式、雷射刻膜及後腐蝕處理方式、電鍍合金的雷射直接燒蝕製版方式。
電子雕刻機方式
電子雕刻機是套用集成自動化控制等現代化技術,具有高度質量穩定性的精密機械。電雕所有生產數據都以數位化形式採集,可在後續活件中使用,可靠性強。原稿從被掃描開始就變成數位訊號送經軟體分色再傳輸至電雕機或彩色打樣機,這樣對生產工藝的標準化和規範化非常有利,從而對印刷品的質量更有保證。而且電雕工作站使用TIFF圖文數據進行傳遞,經過HelioLight組版工作站進行方便的整合併設定工作參數配置,由雕刻軟體產生電雕曲線,記錄電雕參數和顯示雕刻狀態,直至刻錄光碟保存檔案(方便多次使用和改版)。
電雕工藝相對成熟,控制簡單,層次還原逼真。缺點是實地的上墨量有限,墨層對有些粗糙的承印物遮蓋力不足;由於機械雕刻的網穴與網穴之間有網牆分割,由網穴組成的線條邊緣不可避免鋸齒邊的出現,印刷時細小文字不清晰且易斷線或糊版。不過德國海爾最近新推出了Xtreme雕刻技術,它可以在高達400線/厘米的網線數下非常精細地再現最細微的部分,精細文字可不依賴於雕刻網線數而獨立選定記錄解析度,通過最佳化油墨流使輪廓平滑並產生輪廓線。既可以實現常規網點,也能實現調頻加網複製。
雷射刻膜及後腐蝕工藝
雷射刻膜及後腐蝕工藝是繼電雕之後又一種先進的數字製版方式,它和電雕一樣通過接口接受分色處理過的圖像檔案,將加網後的圖文信號送至雷射調製器,雷射作用於滾筒表面預塗的保護層而使銅或鐵底露出,再經過不同時間的腐蝕在滾筒上形成大小不同的網點凹坑。
雷射刻膜工藝克服了電雕版文字及細線條發毛、發虛的弱點,突出了含墨量高、顏色厚實、字跡清晰、經久耐用的特點,同傳統的照相凹版製版相比又具有加網精度高,任意編輯網形,無接縫等優點。適用於煙版、防偽印刷等文字特別細小但要求清晰度高的印版,被廣泛用於貨幣、證券、票務等高精度防偽印刷以及高檔菸酒包裝,在精細壓紋輥和塗膠輥製作工藝中更具優勢。
另外還有一種感光劑雷射方式,利用紫雷射對圖文部分的感光層曝光再沖洗。其它工藝同雷射刻膜方式基本相同。
電鍍合金的雷射直接燒蝕製版方式
雷射燒蝕技術在凹版的廣泛套用會隨著雷射技術的發展而迅速普及,它不需機械調整、細線和文字較清晰、比腐蝕更容易控制層次。目前市場最新推出的雷射雕刻機,它套用高解析度的雷射直接在銅的滾筒表面進行精細的雕刻。可以任意改變所雕刻信息的輪廓、網點分布及深度,從而實現以前只有雷射照排機才能達到的輸出效果。
優劣
①優點:油墨表現力約90%,色調豐富。顏色再現力強。版面耐度強。印刷數量宏大。套用之紙張範圍廣泛,紙張以外之材料亦可印刷。
②劣點:製版費昂貴,印刷費亦貴,製版工作較為複雜,少數量印件不適合。
凹版印刷套用範圍
雕刻凹版印刷,因為其線條精美,且不易假冒,故均被利用在印製有價證券方面,如鈔票、股票、禮券、郵票以及商業性信譽之憑證或文具等等。由於它的製版印刷等費用較高,故一般印刷品,採用者甚少。至於照相凹版雖然其製版過程較為複雜,且其成本亦較貴,故不適合印刷少數量的印件,一般均被利用在大數量的印刷物,如彩色雜誌及目前所流行的建材印刷等等,都極為合適。凹版印刷因為採用高速輪轉機型,非但速度快而且印出墨膜也遠較凸版或平版為厚。
控制
凹版印刷除書刊、報紙外、主要印刷包裝裝潢材料,按照凹版印刷的特點,印刷品應達到以下的質量要求。
單色凹版印刷品,亮、中、暗調層次分明、協調、細膩。網點清晰、完整。版面均勻整潔。
彩色凹版印刷品:圖象亮、中、暗調層次分明、協調、細膩。顏色自然、協調。網點清晰、完整,角度準確。圖象輪廓清晰,套印允許誤差。
印刷品外觀:版面乾淨、均勻、無明顯髒痕。圖象和文字的位置準確。印刷接版色調基本一致,精細印刷品尺寸誤差不大於0.5mm,一般印刷品不大於1.0mm,正反面套印誤差不大於1.0mm。
印刷質量控制
1.自動套印裝置
捲筒紙凹版印刷機上,安裝有自動套印裝置。該裝置由掃描頭、脈衝發生器、電子控制器、調節電機、套印調節輥等組成。
當印張上的套印標記通過掃描頭時,脈衝信號便傳送給電子控制器,如果第二色的套印標記錯前或錯後第一色的標記,發生脈衝的時間將參差不齊,於是電子控制器啟動調節電機,使第一色和第二色之間的套印調節輥有微量的移動,消除套印誤差。
2.靜電吸墨裝置
凹版印刷機,一般都安裝有靜電吸墨裝置。該裝置由高壓可調發生器、鋁製導電輥、表面導電、底層絕緣的特製壓印滾筒,停機自動切斷靜電與過流短路保護機構等組成。利用靜電將印版網穴中的油墨吸附到承印物表面,可提高油墨轉移率20%左右,尤其是使印刷品的亮調部分的層次,得到了豐富的再現。
問題
凹版印刷中的故障,主要是由印版、油墨、承印物、刮墨刀等引起的。
(一) 墨色濃淡不勻
印刷品上出現周期性墨色變化的現象。排除的方法有:校正印版滾筒的圓度,調整刮墨刀的角度、壓力或更換新的刮墨刀。
(二) 印跡發糊起毛
印刷品圖象層次並級、發糊,圖文邊緣出現毛刺的現象。排除的方法有:去除承印物表面的靜電,在油墨中加入極性溶劑,適當地增大印刷壓力,調整刮墨刀的位置等。
(三) 堵版
油墨乾涸在印刷版的網穴中,或印版的網穴被紙毛、紙粉所充塞的現象,叫做堵版。排除的方法有:增加油墨中溶劑的含量,降低油墨乾燥的速度,採用表面強度高的紙張印刷。
(四) 油墨溢出
印刷品實地部分出現斑點的現象。排除的方法有:添加硬性調墨油,提高油墨的粘度。調整刮墨刀的角度,提高印刷速度,將深網穴印版換成淺網穴印版等。
(五) 刮痕
印刷品上有刮墨刀的痕跡。排除的方法有:使用無異物混入的乾淨油墨印刷。調整油墨的粘度、乾燥性、附著性。使用優質刮墨刀,調整好刮墨刀與印版的角度。
(六) 顏料沉澱
印刷品上的顏色變淺的現象。排除的方法有:使用分散性好、性能穩定的油墨印刷。在油墨中加入防凝聚、防沉澱的助劑。充分軋制、經常攪拌墨槽里的油墨。
(七) 粘髒
印刷品上有墨污的現象。排除的方法有:選擇揮發速度快的油墨印刷,提高幹燥溫度或適當地降低印刷速度。
(八) 油墨脫落
印在塑膠膜上的油墨附著性差,用手或機械力摩擦脫落的現象。排除的方法有:防止塑膠膜受潮,選擇與塑膠薄膜親合性好的油墨印刷,對塑膠薄膜重新進行表面處理,提高表面張力。
套用範圍
1、手工雕刻凹版印刷的防偽效果較好
秘訣防偽是商品防偽的一個主要方面,而這又是靠商標來實施的,手工雕刻凹版印刷為其提供了必要的手段。手工雕刻凹版印刷在製版時易實施秘訣防偽,雕刻時凹坑的深淺決定了印品圖文的濃淡層次,仿製者可以輕易的仿製出圖文的大小及線條的粗細,但是很難仿製出濃淡層次一樣(即一樣深的墨坑)的印品。這就是長期以來有價證券必用凹版的主要原因。
印量越少,防偽效果越好。由於手工雕刻凹版的周期長,費用高,所以在印量少時,印品的價格就較高。而制假者的目的主要是為了追求經濟利益,在無利可圖或利益不大的時候,他們是不願冒任何風險的。因此可以說,小批量的商標採用凹版印刷其防偽的效果可能比大批量的凹版印刷要好。
2、製版和印刷分兩地進行
異地製版和印刷具有較好的防偽效果。印刷廠一般具有製版的能力,但是商標使用企業的製版工作則應另選單位,因為秘訣防偽的一個關鍵是知道人的越少越好,即使知道也應是只知道一部分,而不能讓其知道商標設計及印製的整個工序,這樣即使在某個環節出了漏洞,其它環節也足以能滿足防偽的需要。商標在印刷廠印刷時企業要派出責任心強的人員到現場監督印製,以防印版被盜和商標被偷。印製完畢,要將印版收回保存好。
3、與防偽油墨技術相結合
油墨防偽技術也是秘訣防偽的一個方面,將凹版印刷技術與油墨防偽技術相結合,實現雙重秘訣防偽,防偽效果會更好。有些印刷防偽油墨的顏料顆粒較大,需要較厚的墨層,而凹版印刷的墨層一航較厚,印品的質感較強,二者的結合,會得到雙重的防偽及裝潢效果。如果凹版印刷使用螢光油墨,既保證了凹版印刷的微凸感,又保證了螢光油墨的使用要求,兩者的秘訣防偽功能也都得到了保證。油墨應自己調配,而後交給印刷企業使用,印製完畢,應將油墨收回保存,這樣可獲得較好的防偽效果。
發展趨勢
1、大中型規模的包裝凹印企業將占主流,特別是煙包凹印企業更加追求規模效益、高質量和高技術含量。
2、由於環保與衛生方面的原因,食品、藥品、煙、酒等行業越來越注重包裝材料和印刷工藝的環保性,凹印企業更加關注印刷車間的環境。環保型油墨和光油將會越來越廣泛地受到歡迎,封閉式刮墨刀系統和快速更換裝置會推廣套用,適應水性油墨的凹印機將被廣泛地採用。
3、凹印機獨立驅動技術和以電子軸傳動為技術平台,將實現凹印機的全面升級換代,各種用途的凹印機都將採用電子軸傳動。電子軸傳動和套準系統主要來自日本和歐洲,但它們只能套用在少量國產凹印機上。開發國產套印系統將是國產凹印機全面升級換代的關鍵。
4、寬幅凹印機和紙張凹印機的比例將會不斷增加。一方面,裝飾印刷(主要是木紋紙印刷)和紙箱凹印市場會迅速增長,另一方面,軟包裝凹印機的幅度也會不斷增加,大幅面凹印機的數量將快速增加。紙和紙基複合材料凹印機(木紋紙菸標、無菌包裝、禮品包裝紙等)將會迅速增長。
5、凹印生產線加工將更加多樣化,功能配置越來越強,如以上光、模切、橫切、軟標裁切等。相應地,凹印機管理系統、遠距離技術支持系統將被越來越多地採用。同時,為滿足個性化的需要,從放卷、印刷到連線加工、收卷等各部分都將被模組化,其中最重要的將是凹印小推車或凹印與柔性版印刷互換小推車。
