
原理
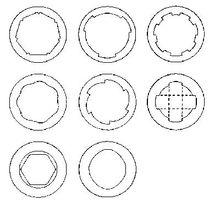 各類來複線
各類來複線在槍膛內切出螺旋狀凹溝,當彈頭通過槍膛時會因而產生旋轉,在膛外飛行時形成陀螺儀式的穩定效果,彈頭可以飛得較遠,彈道也比較穩定,受到的空氣阻力的力矩會使子彈繞其質心前進的方向進動。膛線的旋轉角度必須要根據彈頭的重量、長度、以及速度來考慮。膛線根據旋轉的方向可分右旋、左旋(從射手方向看去),一般常用的條數有:4、5、6、8條,所以常常可以在槍枝規格中看到像是“6條/右旋”之類的規格。
製造方法
現代製造膛線的方法主要有:單點鉤切法、多點拉削法(broach rifling)、模頭擠壓法(button rifling),錘鍛法(hammer forge)。
Cutrifling(單點鉤削法)
這種膛線製法是使用一個鉤狀削刀,在槍管內和膛徑同大的內壁,邊轉邊切,削出單條膛線來。每切一次,就逐漸增加切削的深度,直到達到預計的陰膛線深度為止,所以每條膛線可能得切削個20-30次,要切出多條膛線的話,可想見是多么費工費時的製程。
這種製法早在16世紀就已發明,現代其它膛線製法出現後,它就不再被用來進行大量生產,只有少數提供訂製槍管的小型工廠仍然用它來製造高級槍管。
Broachrifling(多點拉削法)
這個製程是單點鉤削法(cutrifling)的改良,使用拉刀(broach),邊拉邊轉,一次同時把數條膛線切削出來。早期製法要換拉刀拉削多次,每次拉刀都比前一次大一點,逐漸增加陰膛線深度;現代則在同一支拉刀上有多組刀模,後面的刀模比前面的要大一點,因此不必換拉刀就可以把膛線切削出來。
Buttonrifling(模頭擠壓法)
在1950年代由美國雷明頓公司工程師麥克.華克(MikeWalker)發明的膛線製法。其方法是先將槍管鑽一個比膛徑(borediameter)稍小的洞,然後用一根上面有跟陰膛線對應突起的高硬度模頭(button),用高壓機器從洞中邊轉邊壓下去,將鋼材擠成陰膛線和陽膛。是現代製作高級槍管的方法之一。
Hammerforge(錘鍛)
現代製造槍管膛線的方法,多用來製造多角型膛線(polygonalrifling),適合大量生產槍管,由德國在1930年代發明。
它的作法是將槍管鑽一個比陰膛直徑(groovediameter)稍大的洞,將一根和槍管內膛形狀相反(陰膛線位置突起)、貫串整根槍管的高硬度模桿放在洞中,然後以機器在槍管外錘打,把鋼材擠到緊貼模桿,然後將模桿抽出,模桿突出的地方所壓出的就變成陰膛線了。這方法又稱冷鍛(coldforge)。
