
簡介
五軸聯動是數控術語,聯動是數控工具機的軸按一定的速度同時到達某一個設定的點,五軸聯動是五個軸都可以。裝備製造業是一國工業之基石,它為新技術、新產品的開發和現代工業生產提供重要的手段,是不可或缺的戰略性產業。即使是發達工業化國家,也無不高度重視。
發展背景
 五軸聯動2
五軸聯動2隨著我國國民經濟迅速發展和國防建設的需要,對高檔的數控工具機提出了急迫的大量需求。工具機是一個國家製造業水平的象徵。而代表工具機製造業最高境界的是五軸聯動數控工具機系統,從某種意義上說,反映了一個國家的工業發展水平狀況。
長期以來,以美國為首的西方工業已開發國家,一直把五軸聯動數控工具機系統作為重要的戰略物資,實行出口許可證制度。特別是冷戰時期,對中國、前蘇聯等社會主義陣營實行封鎖禁運。愛好軍事的朋友可能知道著名的“東芝事件”:上世紀末,日本東芝公司賣給前蘇聯幾台五軸聯動的數控銑床,結果讓前蘇聯用於製造潛艇的推進螺鏇槳,上了幾個檔次,使美國間諜船的聲納監聽不到潛艇的聲音了,所以美國以東芝公司違反了戰略物資禁運政策,要懲處東芝公司。
種類
 五軸聯動3
五軸聯動3五軸聯動工具機有立式、臥式和搖籃式二軸NC工作檯,NC工作檯NC分度頭,NC工作檯90軸,NC工作檯45B軸,NC工作檯A軸,二軸NC主軸等類型。上述六大類共7種五軸聯動方式都有各自的特點,無法說哪一種形式更好,只能說你的產品適合哪種類型的五軸加工。
(1)五坐標聯動雙轉台工具機
(A)鏇轉坐標有足夠的行程範圍,工藝性能好.
(B)由於受結構的限制,擺動坐標的剛性較低,成為整個工具機剛性的薄弱環節.而雙轉台工具機,轉台的剛性大大高於擺頭的剛性,從而提高了工具機總體剛性.
(C)便於發展成為加工中心.只需加裝獨立式刀庫及換刀機械手即可但雙轉台工具機轉台坐標驅動功率較大,坐標轉換關係較複雜;
(2)五坐標聯動雙擺頭工具機
雙擺頭工具機擺動坐標驅動功率較小,工件裝卸方便且坐標轉換關係簡單
五軸聯動3
五軸聯動3
(3)五坐標聯動一擺頭一轉台工具機
一擺頭一轉台式工具機性能則介於上述兩者之間
特點
1、可有效避免刀具干涉
2、對於直紋面類零件,可採用側銑方式一刀成型
3、對一般立體型面特別是較為平坦的大型表面,可用大直徑端銑刀端面貼近表面進行加工
4、可一次裝卡對工件上的多個空間表面進行多面、多工序加工
5、五軸加工時,刀具相對於工件表面可處於最有效的切削狀態。零件表面上的誤差分布均勻
6、在某些加工場合,可採用較大尺寸的刀具避開干涉進行加工
加工方式
1、點接觸式----套用最廣的五軸加工型式
 五軸聯動
五軸聯動所謂點接觸式加工是指加工過程中以點接觸成型的加工方式,如球形銑刀加工、球形砂輪磨削等.這種加工方式的主要特點是;球形表面法矢指向全空間,加工時對曲面法矢有自適應能力,與線、面接觸式加工相比較,其編程較簡單、計算量較小,並且只要使刀具半徑小於曲面最小曲率半徑就可避免干涉.因而它適合任意曲面的加工.但由於是點接觸成型,在切削點處切創速度趨近於零,因而切削條件差,加工精度和效率低.
2、面接觸式
所謂面接觸式加工是指以面接觸成型的加工方式,如端面銑削(磨削)加工.這種加工方式的主要特點是:由於切削點有較高的切削速度,周期進給量大,因而它具有較高的加工效率和精度.但由於受成型方式和刀具形狀的影響,它主要適合於中凸曲率變化較平坦的曲面的加工.
3、線接觸式
五坐標聯動數控加工當前和今後研究的重點
所謂線接觸式加工是指加工過程中以線接觸成型的加工方式,如圓柱周銑、圓錐周銑、樟形窿削及砂帶磨削等.這種加工方式的特點是:由於切削點處切削速度較高,因而可獲得較高的加工精度,同時,由於是線接觸成型,因而具有較高的加工效率,已發展到對任意曲面線接觸加工的研究。
優勢
 五軸聯動優勢
五軸聯動優勢五軸聯動工具機的使用,讓工件的裝夾變得容易。加工時無需特殊夾具,降低了夾具的成本,避免了多次裝夾,提高模具加工精度。採用五軸技術加工模具可以減少夾具的使用數量。另外,由於五軸聯動工具機可在加工中省去許多特殊刀具,所以降低了刀具成本。五軸聯動工具機在加工中能增加刀具的有效切削刃長度,減小切削力,提高刀具使用壽命,降低成本。
採用五軸聯動工具機加工模具可以很快的完成模具加工,交貨快,更好的保證模具的加工質量,使模具加工變得更加容易,並且使模具修改變得容易。在傳統的模具加工中,一般用立式加工中心來完成工件的銑削加工。隨著模具製造技術的不斷發展,立式加工中心本身的一些弱點表現得越來越明顯。現代模具加工普遍使用球頭銑刀來加工,球頭銑刀在模具加工中帶來好處非常明顯,但是如果用立式加工中心的話,其底面的線速度為零,這樣底面的光潔度就很差,如果使用四、五軸聯動工具機加工技術加工模具,可以克服上述不足。
發展趨勢
當前國外五軸聯動工具機一歐美、日本為代表,這些國家的五軸聯動數控工具機代表了當今五軸聯動數控工具機發展的最高水平。國外著名的工具機廠五軸聯動數控工具機技術發展重點可以歸結為:高速、高精度、環保、智慧型、複合化。力矩電機在國外作為迴轉坐標驅動裝置的廣泛使用,使得國外工具機進給機構實現了高速、低損耗、高精度、高效率的目標。
首先是採用直線電機驅動技術。經過十幾年的發展,直線電機技術已經非常成熟。直線電機剛開發出來易受干擾和產熱量大的問題已經得到解決,而直線電機的定位技術,既在高速移動中快速停止,也有部分工具機廠家採用阻尼技術給予解決。直線電機的優點是直線驅動、無傳動鏈、無磨損、無反向間隙,所以能達到最佳的定位精度。直線電機具有較高的動態性,加速度可超過2g。採用直線電機驅動還具有可靠性高、免維護等特點。
其次是採用雙驅動技術。對於較寬工作檯或龍門架型式,如果採用中間驅動,實際無法保證驅動力在中心,容易造成傾斜,使得動態性能較差。使用雙驅動,雙光柵尺,一個驅動模組,就能使動態性能非常完美。一個驅動指令,雙驅同時工作,光柵尺來檢測兩點是否平衡,如果不平衡則通過不同指令使其達到平衡。當然,五軸聯動工具機技術的發展還遠遠不止這些,許多技術在德馬吉的工具機產品中都將會體現出來。
價值
 五軸聯動套用
五軸聯動套用1、戰略價值
由於五軸聯動數控工具機系統價格十分昂貴,加之NC程式製作較難,使五軸系統難以“平民”化套用。但近年來,隨著計算機輔助設計(CAD)、計算機輔助製造(CAM)系統取得了突破性發展,珊星公司等中國多家數控企業,紛紛推出五軸聯動數控工具機系統,打破了外國的技術封鎖,占領了這一戰略性產業的至高點,大大降低了其套用成本,從而使中國裝備製造業迎來了一個嶄新的時代!以信息技術為代表的現代科學的發展對裝備製造業注入了強勁的動力,同時也對它提出更強要求,更加突出了機械裝備製造業作為高新技術產業化載體在推動整個社會技術進步和產業升級中無可替代的基礎作用。作為國民經濟成長和技術升級的原動力,以五軸聯動為標誌的機械裝備製造業將伴隨著高新技術和新興產業的發展而共同進步。中國不僅要做世界製造的大國,更要做世界製造強國!預計在不久的將來,隨著五軸聯動數控工具機系統的普及推廣,必將為中國成為世界最強國奠定堅實的基礎!
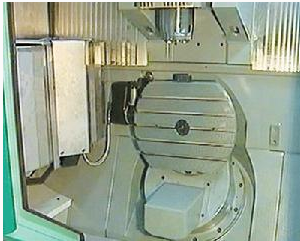
2、加工中心
加工中心一般分為立式加工中心和臥式加工中心,立式加工中心(三軸)最有效的加工面僅為工件的頂面,臥式加工中心藉助迴轉工作檯,也只能完成工件的四面加工。目前高檔的加工中心正朝著五軸控制的方向發展,五軸聯動加工中心有高效率、高精度的特點,工件一次裝夾就可完成五面體的加工。如配置上五軸聯動的高檔數控系統,還可以對複雜的空間曲面進行高精度加工,更能夠適宜象汽車零部件、飛機結構件等現代模具的加工。(本期介紹立式五軸加工中心)立式五軸加工中心這類加工中心的迴轉軸有兩種方式,一種是工作檯迴轉軸。設定在床身上的工作檯可以環繞X軸迴轉,定義為A軸,A軸一般工作範圍+30度至-120度。工作檯的中間還設有一個迴轉台,在圖示的位置上環繞Z軸迴轉,定義為C軸,C軸都是360度迴轉。這樣通過A軸與C軸的組合,固定在工作檯上的工件除了底面之外,其餘的五個面都可以由立式主軸進行加工。A軸和C軸最小分度值一般為0.001度,這樣又可以把工件細分成任意角度,加工出傾斜面、傾斜孔等。A軸和C軸如與XYZ三直線軸實現聯動,就可加工出複雜的空間曲面,當然這需要高檔的數控系統、伺服系統以及軟體的支持。這種設定方式的優點是主軸的結構比較簡單,主軸剛性非常好,製造成本比較低。但一般工作檯不能設計太大,承重也較小,特別是當A軸迴轉大於等於90度時,工件切削時會對工作檯帶來很大的承載力 矩。 另一種是依靠立式主軸頭的迴轉。主軸前端是一個迴轉頭,能自行環繞Z軸360度,成為C軸,迴轉頭上還有帶可環繞X軸鏇轉的A軸,一般可達±90度以上,實現上述同樣的功能。這種設定方式的優點是主軸加工非常靈活,工作檯也可以設計的非常大,客機龐大的機身、巨大的發動機殼都可以在這類加工中心上加工。這種設計還有一大優點:我們在使用球面銑刀加工曲面時,當刀具中心線垂直於加工面時,由於球面銑刀的頂點線速度為零,頂點切出的工件表面質量會很差,採用主軸迴轉的設計,令主軸相對工件轉過一個角度,使球面銑刀避開頂點切削,保證有一定的線速度,可提高表面加工質量。這種結構非常受模具高精度曲面加工的歡迎,這是工作檯迴轉式加工中心難以做到的。為了達到迴轉的高精度,高檔的迴轉軸還配置了圓光柵尺反饋,分度精度都在幾秒以內,當然這類主軸的迴轉結構比較複雜,製造成本也較高。
