
等離子切割
等離子弧切割是利用高溫等離子電弧的熱量使工件切口處的金屬部局熔化(和蒸發),並借高速等離子的動量排除熔融金屬以形成切口的一種加工方法。
數控技術
在工業生產中,金屬熱切割一般有氣割、等離子切割、雷射切割等。其中等離子切割與氣割相比,其切割範圍更廣、效率更高。而精細等離子切割技術在材料的切割表面質量方面已接近了雷射切割的質量,但成本卻遠低於雷射切割。節約材料、提高勞動生產率等方面顯示出巨大優勢。這促使等離子切割技術從手工或半自動逐步向數控方向發展,並成為數控切割技術發展的主要方向之一。數控等離子切割技術是集數控技術、等離子切割技術、逆變電源技術等於一體的高新技術,它的發展建立在計算機控制、等離子弧特性研究、電力電子等學科共同進步基礎之上。我國的數控切割技術起步於20世紀80年代,而數控等離子切割技術起步更晚。但近年來,國內一些高校、科研單位、製造廠商對數控等離子切割技術進行了研究,並逐步開發生產了各種規格的數控等離子切割設備,縮小了與國外先進技術的差距
種類介紹
普通切割
根據所使用的主要工作氣體,主要分為氬等離子弧切割、氧等離子弧切割。氧等離子弧切割和空氣等離子弧切割等幾類。切割電流一般在100 A以下,切割厚度小於 30 mm。
再約束切割
根據等離子弧的再約束方式,主要分為水再壓縮等離子弧切割、磁場再約束等離子弧切割等。由於等離子弧受到再次壓縮,其電流密度、切割弧的能量進一步集中,從而提高了切割速度和加工質量。
精細切割
等離子弧電流密度很高,通常是普通等離子弧電流密度的數倍,由於引進了諸如鏇轉磁場等技術,其電弧的穩定性也得以提高,因此,其切割精度相當高。國外的精細等離子切割表面質量已達雷射切割的下限,而其成本只有雷射切割的三分之一。
空氣機原理
由電控系統和噴嘴組成,電控系統產生電弧在由壓縮空氣壓縮後在噴嘴噴出,有點像二氧焊的性質,壓縮後的電弧有上萬度的高溫。從而進行切割,可以切割銅,不鏽鋼,鋁等有色金屬,並且切口窄。壓縮後的電弧溫度是很高的,用壓縮空氣把電弧在一個小孔里吹出來,電弧就是電離的空氣
等離子:隨著溫度的升高,一般物質依次表現為固體、液體和氣體。它們統稱物質的三態。當氣體溫度進一步升高時,其中許多,甚至全部分子或原子將由於激烈的相互碰撞而離解為電子和正離子。這時物質將進入一種新的狀態,即主要有電子和正離子(或是帶正電的核)組成的狀態。這種狀態的物質叫電漿,它可以稱為物質的第四態。
國內現狀
我國工廠的板材下料中套用最為普遍的是火焰切割和等離子切割,所用的設備包括手工下料、仿形機下料、半自動切割機下料及數控切割機下料等。與其他切割方式比較而言,手工下料隨意性大、靈活方便,並且不需要專用配套下料設備。但手工切割下料的缺點也是顯而易見的,其割縫質量差、尺寸誤差大、材料浪費大、後道加工工序的工作量大,同時勞動條件惡劣。用仿形機下料,雖可大大提高下料工件的質量,但必須預先加工與工件相適應的靠模,不適於單件、小批量和大工件下料。半自動切割機雖然降低了工人勞動強度,但其功能簡單,只適合一種形狀的切割。上述3種切割方式,相對於數控切割來說由於設備成本較低、操作簡單,所以在我國的中小企業甚至在一些大型企業中仍在廣泛使用。
隨著國內經濟形勢的蓬勃發展以及“以焊代鑄趨勢的加速,數控切割的優勢正在逐漸為人們所認識。數控切割不僅使板材利用率大幅度提高,產品質量得到改進,而且改善了工人的勞動環境,勞動效率進一步提高。目前,我國金屬加工行業使用的數控切割機是以火焰和普通等離子切割機為主,但純火焰切割,已不能適應現代生產的需要,而目前市場需求的數控切割機多為數控等離子切割機,該類切割機可滿足不同材料、不同厚度的金屬板材的下料以及金屬零件的加工的需要,因此需求量將會越來越大,但與國外的差距仍極為明顯,主要表現為:已開發國家金屬加工行業90%為數控切割機下料,僅10%為手工下料;而我國數控切割機下料僅占下料總量的10%,其中數控等離子切割下料所占比例更小。究其原因,較高的設備成本、複雜和維護和操作制約了數控切割在我國的進一步普及。因此國內數控切割機生產廠家引進了國外控制系統技術,經過二次開發後運用到了切割領域中,設計出了適合我國國情的數控切割機。某些廠家開發生產的專用數控切割設備,在技術上已經達到或超過了國外同類產品。
我國數控切割機每年市場需求量約在400~500台之間,產品主要以數控等離子切割機為主。相較而言,仿形切割機每年銷售幾千台,半自動切割機每年銷售達上萬台。由此可見,我國數控切割市場,尤其是數控等離子切割市場的發展潛力是巨大的。
切割電源
原先在我國套用較多的高漏抗變壓器加二次側整流式的切割機電源已逐漸被逆變式等離子切割電源所代替,其原理如圖1所示。國產等離子電源大多用於手工切割和配在小車切割機上,近年來由於性能有所改進,逆變式等離子切割電源採用先進的IGBT逆變技術。 具有體積小、重量輕、噪音低、功耗小以及攜帶方便等優點。 操作簡單、切割速度快、切口窄而光潔、工件變形小。 使用安全,可靠性高。 設有過壓、欠壓、過流、過熱等自動保護功能。在逐漸取代傳統氧乙炔切割
現狀與發展
計算機技術的飛速發展推動了數控技術的更新換代,而這也日益完善了數控等離子切割的高精、高速、高效功能。代表世界先進水平的歐洲、美國、日本的數控系統生產商利用工控機豐富的軟硬體資源開發的新一代數控系統具有開放式體系結構,即數控系統的開發可以在統一的運行平台上,面向最終用戶,通過改變、增加或剪裁結構對象(數控功能),形成系列化,並可方便地將用戶的特殊套用和技術訣竅集成到控制系統中,快速實現不同品種、不同檔次產品的開發開放式體系結構使數控系統有更好的通用性、柔性、適應性、擴展性,並向智慧型化、網路化方向發展。
目前,開放系統具體有2種基本結構:
CNC+工控機主機板
將一塊工控機主機板插入傳統的CNC機器中,工控板主要用作實時控制,CNC主要用作以坐標軸運動為主的實時控制。
工控機+運動控制板
將運動控制板插入工控機的標準插槽中作實時控制用,而工控機主要作非實時控制。
我國生產的數控等離子切割機的數控系統多是在引進國外數控技術的基礎上,加以自主開發而成,並逐步形成了更能適應國內用戶的數控系統。總體來說,在數控系
統方面具備了國外同類系統的基本功能,但與國外先進的數控系統相比,在錯誤記錄、網路化生產、全自動生產等方面還存在較大差距。
抗干擾措施
切割電源具有強烈的電磁干擾,這就要求計算機控制系統必須具有很高的抗干擾能力,既能抵抗等離子引弧時的高頻干擾,也能抵抗工作時大電流等離子弧的干擾,還能抵抗工作現場的其他干擾源。經過抗干擾設計,改善了數控等離子切割系統的可靠性,其故障率也降低。
國內外趨勢
國外數控切割機的生產廠家主要集中在德國、美國和日本。從機械結構上看,其發展經歷了十字架型(輕型)、門型(小型)、龍門型(大型)3個階段,相應的型號種類繁多。能夠代表數控等離子切割技術最高水平的廠家主要集中在德國,如德國ESAB公司的精細等離子切割機的切割精度已達雷射切割下限,目前,國外已有廠家在龍門式切割機上安裝一個專用切割機械手,開發出五軸控制系統的龍門式專用切割工具,該系統可以在空間切割出各種軌跡,利用特殊的跟蹤探頭,在切割過程中控制切割運行軌跡。相比之下,國內雖然十字架型、門型、龍門型都有所生產,但廣度不夠,生產廠家產品型號較為單一,尚無龍門式專用型材切割機產品。
近幾年來,由於對切割質量、勞動環境等的要求越來越高,國外的大型水下等離子切割法、精細等離子切割法等先進等離子切割技術得到較快發展,其相應產品在我國的市場需求量也逐年上升。在我國的等離子切割設備生產行業中,由於缺乏等離子切割理論研究與生產實踐相轉換的機制,因此新技術運用不廣、新產品開發速度不快,制約了等離子切割技術的進一步發展和運用。
可以預見,我國的數控切割機的市場需求仍將以數控等離子切割機為主。與此同時,國外廣泛套用的大型水下等離子切割、精細等離子切割等先進切割設備在我國的市場需求量呈逐年上升趨勢。
從國外數控等離子切割行業發展的趨勢來看,智慧型化精密切割將成為切割行業今後發展的方向。 我國鋼產量早已達億噸級,再加上製造業的蓬勃發展,這必將促進國內數控等離子切割技術的良性發展。總體來說,我國數控等離子切割在基本功能上已達到國外同類產品水平,但要完全達到或超過國外水平還有很長的路要走。國內各企業、科研單位應加大科研力度,重視企業間的橫向合作,形成優勢互補,並在以下方面爭取進一步提高:
a.應加強等離子理論研究與生產的相關轉換;
b.等離子電源應進一步提高穩定性;
c.積極開發適合我國國情、經濟可靠的數控等離子切割設備;
d.人機對話界面友好,適合切割下料工人操作;
e.網路互聯功能。
切割質量
數控等離子切割機是一種用於金屬板材下料切割的機電一體化先進設備,已在造船、機械製造等行業獲得了廣泛的套用。影響數控等離子切割機切割質量的因素很多,除了切割機的設計參數外,還與操作控制、切割工藝等有關。為了提高切割質量,我們對其進行了全面的切割試驗,根據試驗數據進行分析和整理,得出了數控等離子切割機的部分最佳工作參數。現敘述如下:
1、數控等離子切割的特點及質量評定
用數控等離子切割機可以切割各種形狀複雜的丁‘件,並具有切割速度快、效率高、切割面質量好、切割尺寸精確、工件熱變形小等優點。切割的零件不需機械加工就可直接進行焊接和套用。但數控等離子切割機是用等離子弧進行切割,它與氧氣切割相比,仍有一定的缺陷,主要體現在切割面的傾斜度較大,光潔度沒有氧氣切割的好。
評定數控等離子切割質量好壞的主要判據是:切割面的傾斜度、切縫的割紋深度、掛渣多少等。一個優質的切割面其傾斜度應在30以下,割紋深度應在0.15 mm以下,且掛渣少,容易清除。
在電壓、電流穩定的條件下,影響切割質量的因素除了電極、噴嘴本身質量以外,主要還有二個方面的原因:一是割嘴高度與穩定;二是切割速度與工作氣壓的匹配。
割嘴離鋼板的高度當採用弧壓調高器來控制時,因其動態定位精度可達±0.013 mm.所以能保證割嘴與鋼板的高度保持不變,故切割面的傾斜度小而均勻,且光潔度好。當用手T來調節割嘴離鋼板的高度時,被切鋼板要儘量放平,以減少割炬的調節次數,保證割炬切割過程中的穩定。本文採用手工調節方式,將割嘴離鋼板的高度控制在6~8 mm,通過一系列的切割試驗,闡述了切割速度(口)、工作氣壓(P)與切割質量的關係。
2、試驗方法
試驗設備為南黛大學藍光機電設備有限公司生產的CNC-3000型數控等離子切割機,備有LG-100K、LG-120K、LG-160K、LG-200K型四種功率不同的空氣等離子切割機各一台,每種機型的電
極、噴嘴各6套。
將四台空氣等離子切割機的割炬,按先後順序裝在數控切割機的切割小車上。每一種型號的空氣等離子切割機都要單獨完成所有試驗的全過程,即用不同的切割速度,使用不同的氣壓,對不同厚度的A3鋼板進行切割(用自來水冷卻)。切割從低氣壓向高氣壓,從低速向高速逐步進行。氣壓由過濾控制閥淵節,切割速度由數控切割機控制。切割零件為100 mmxl00 mm的正方形零件。
3、試驗結果及分析
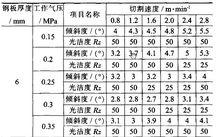
用LG-IOOK型空氣等離子切割機切割6 mm和IO mm兩種不同厚度鋼板的試驗結果如表1所示。由於試驗數據太多,用該機切割其它厚度鋼板的試驗數據,以及用LG一120K、LG-160K、LG-200K型機切割的試驗數據就不一一列出,在下面將用圖示的方式表達出來。
表lLG-100K型空氣等離子切割機切割試驗結果
 數控等離子切割
數控等離子切割 數控等離子切割
數控等離子切割從表1結果可看H{,當切割速度過高、氣壓過低時,切割面的傾斜度大。這是因為速度過快,弧柱嚴重後傾割縫話跟不上。所以切割的零件大小,下平面尺寸大,尤其是切割直角…在拐角處的底部割縫成圓弧形 不是直角形。如果切割速度過低、氣壓過高則掛渣嚴重,不易清除,光潔度較差。如果切割速度合適,工作氣壓過高.弧柱的挺度和圓滑度受到破壞,切割能力下降,切割光潔度差。所以,切割不同厚度的鋼板,需要合理地選擇不同的切割功率、切割速度和工作氣壓,才能得到最佳的切割效果。
 數控等離子切割
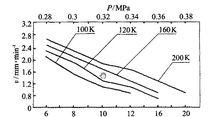
數控等離子切割從表l數據還可看Ⅱn不同的鋼板厚度有不同的最佳切割速度和工作氣壓。我們根據四種不同型號機型的試驗數據進行分析和整理,繪製出了用不同功率的等離子切割機切割不同厚度鋼板的最佳切割速度與T作氣壓參數曲線圖,如圖1所不。圖1不同功率切割機的最佳切割參數對應圖
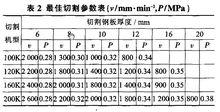
根據四種不同功率機型的試驗結果,得出了不同功率切割機切割不同厚度鋼板的最佳切割參數如表2所示。根據這些數據我們在部分廠家進行了實際套用切割,效果很好?切割質量大大提高。
 數控等離子切割
數控等離子切割保養方法
1. 保證等離子正確的氣壓和流動
電漿正確的氣壓和流動對消耗件的使用壽命非常重要。如果氣壓太高,電極的壽命就會大大減少;氣壓太低,噴嘴的壽命就會受到影響。 設定時參照等離子切割機的使用說明書。
2. 採用合理的切距
切距即切割噴嘴與工件表面的距離,這個距離儘量保持恆定,一般在3-8MM左右,太遠了不但耗電量太大,切割穿透能力會下降,而且相對比較消耗電極,使電極使用壽命下降;太近了那更簡單,非常費噴嘴,噴嘴的使用壽命會成倍的下降,甚至裝上去即被燒掉;當穿孔時,儘量採用正常切距的2倍距離或採用等離子弧所能傳遞的最大高度。
3. 穿孔厚度和切割厚度應在機器系統的允許範圍內
等離子切割機不能在超過工作厚度的鋼板上穿孔,通常的穿孔厚度為正常切割厚度的1/2 。儘量在等離子切割機額定的正常切割厚度範圍內切割,儘量不要在極限切割厚度上切割,國產切割機的正常切割厚度一般是生產標註的最大切割厚度的60%,儘量在這個厚度範圍內切割,就能最好的保護割嘴.
4. 噴嘴不要過載使用
讓噴嘴過載(即超過噴嘴的工作電流),將使噴嘴很快損壞。電流強度應為噴嘴的工作電流的95%為宜。例如:100A的噴嘴的電流強度應設定為95A。
5. 保持等離子氣體的乾燥和潔淨
等離子系統需要乾燥和潔淨的等離子氣體才能正常工作。髒污的氣體通常是氣體壓縮系統的問題,它會縮短消耗件的使用壽命,造成非正常損壞。測試氣體質量的方法是將割炬設在測試狀態,在其下方放一面鏡子,消耗割炬內的氣體,如果在鏡子上出現水氣和霧狀物,則需要查明原因。
