
產品概述:
鈍化:金屬經氧化性介質處理後,其腐蝕速度比原來未處理前有顯著下降的現象稱金屬的鈍化。
 包裝
包裝其鈍化機理主要可用薄膜理論來解釋,即認為鈍化是由於金屬與氧化性介質作用,作用時在金屬表面生成一種非常薄的、緻密的、覆蓋性能良好的、能堅固地附在金屬表面上的鈍化膜。這層膜成獨立相存在,通常是氧和金屬的化合物。它起著把金屬與腐蝕介質完全隔開的作用,防止金屬與腐蝕介質直接接觸,從而使金屬基本停止溶解形成鈍態達到防止腐蝕的效果。
適用材料
適用於所有200和300系列不鏽鋼。如:316,317,201,202,204,303,301,302,304,305,309,310,321,347,XM7,XM15J1。可通過標準中性鹽霧測試48-1200小時。
附:不銹鐵(馬氏體,鐵素體不鏽鋼,400系列不鏽鋼)有專用的鈍化液。
理化特性:
| 產品名稱Product Name | 不鏽鋼鈍化液SL-366 |
| 外觀Outside view | 紅色或無色液體 |
| 物理穩定性Physics stability | 無結晶物析出 |
| 密度Density(g/cm) | ~1.05 |
| 值PHvalue(original liquid) | ~3.0 |
| 氣味Smell | |
| 水溶性 | 溶於水 |
套用範圍
 不鏽鋼鈍化液使用效果
不鏽鋼鈍化液使用效果本品主要適用於批量多、產量大和方便浸泡的中小型不鏽鋼工件; 如螺絲、通訊器材部件、不鏽鋼精鑄件、小型家具、食品機械、數碼電器部件、五金零件等。
使用方法:
初次使用本品者請詳讀物質安全數據MSDS說明,無經驗者在專業人士指引下使用,小批量試作合格再批量生產;
本品為原液常溫使用,考慮我國北方氣候特徵冬季使用時溫度需保持大於15℃;
根據工件加工狀況除油脫脂、機械拋光件應先除臘,清洗後沖水確保表面乾淨;
酸洗或活化,凡有經過焊接、軋制或熱處理等機加工藝的零件鈍化前應進行酸洗(可用3~10%的稀硫酸)酸洗2~5分鐘(具體時間自己控制,主要把氧化皮除淨露出金屬屬基體即可),或者直接使用我司生產的“不鏽鋼專用活化液”進行酸洗;凡有進行電解拋光、化學拋光、機械研磨拋光,表面潔淨、無氧化皮、銹斑的工件可以直接進行鈍化
將清潔的工件置於本品中完全浸泡30分鐘以上,(一般為30min,對於要求較高者可適當延長鈍化時間,時間越長相應鈍化膜越完整),取出用清水漂洗乾淨,最好再用氫氧化鈉進行中和防鏽處理。
清洗不可用井水沖洗,用自來水沖淨工件表面不得有殘留;
最後用氯離子含量小於25PPM的清水(純淨水或過濾器過濾的軟水)浸泡漂洗3分鐘。
烘乾即可包裝
註:每KG三立環保鈍化液可鈍化產品70-100平方
鈍化的主要成本包括:人工費+水費+藥液消耗費+房租等,基本成本為0.4-0.7元/KG.比外發加工至少節約成本60%
產品優勢
耐鹽霧測試可提高5-20倍。
可反覆使用,成本低廉。
不改變工件顏色,不改變工件尺寸。
通過國家標準藍點法檢測,35秒以上不出現藍點。
不鏽鋼鈍化液使用簡單,常溫浸泡即可
操作流程
常規工藝
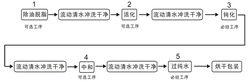 不鏽鋼鈍化液操作流程圖
不鏽鋼鈍化液操作流程圖脫脂—漂水—活化---漂水—鈍化—清水漂洗—中和—漂水---純水漂洗—烘乾或晾乾,如下圖示
工序說明
1.除油脫脂,如果確信工件表面無任何油污,可省略此步。
2.活化,浸泡時間為2-5分鐘,如果確信工件表面無任何鏽蝕,焊斑等雜質(比如剛拋光的工件),可省略此步。
3.鈍化,必經工序。浸泡時間為30分鐘,時間越長鈍化膜越完整。
4.中和,浸泡時間為3分鐘,如果表面形狀簡單,沒有螺紋,沒有盲孔,可省略此步。
5.過純水,必經工序,時間為3分鐘。
6.本品為原液常溫使用,考慮我國北方氣候特徵冬季使用時溫度需保持大於15℃;
注意事項
1 工件在進入鈍化液前要清洗乾淨,如工件在鈍化前已生鏽或有臘的必須先除銹或除臘。
2 在進行任何一道工序前必須將工件沖洗乾淨,表面不可有上一道工序的藥液殘留。
3 請勿將鈍化液濺到眼睛或臉上,如誤觸,立即用清水沖洗即可(對皮膚無刺激性,但會染色)。
4 鈍化處理所用的槽可以是塑膠槽或不鏽鋼槽,但不能使用水泥槽,水泥會使鈍化液中和。
儲藏和包裝
本產品在儲存、裝卸時,參照SH/TO164進行。最高溫度不應超過75℃;若長期儲存,最高溫度不應超過45℃。本產品不燃燒、不爆、有弱腐蝕性、環保;
25Kg/桶化工桶包裝,按一般化學品運輸。
