因為傳統的V型選粉機是配套輥壓機進行分選,因此打散部分增加了V型選粉機的不穩定性。隨著粉磨設備的不斷創新,尤其是長沙深湘通用機器有限公司的專利產品柱磨機問世,配套的選粉機--PL瀑流式選粉機作為真正意義上的靜態選粉機,內部無轉動部件,主要是由呈梯形狀排列的柵板構成,待分選的物料成梯形流落在一組梯級上,梯級上有分選氣流通過,氣流將細粉從物料中分離出來,並將其輸送到細粉出口,通過調節分選氣流可調節排出粗粉和細粉的粒度分布和流速,對V型選粉機發起了衝擊。
由於柱磨機的出料是細粉,不像輥壓機出料為粉餅,所以PL瀑流式選粉機在傳統V型選粉機的基礎上減少了打散裝置,提高了選粉機的穩定性,且瀑流式選粉機結構簡單,安裝維護方便,磨損小,維修量少。
PL瀑流式選粉機的原理結構圖如下:
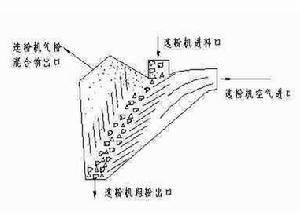 PL瀑流式選粉機結構圖
PL瀑流式選粉機結構圖如何處理V形選粉機分級效果差
當V選粉機分級效果差,會直接影響粉磨系統產、質量及電耗。同時,由於大量細粉又返回輥壓機稱重倉,影響輥壓機擠壓做功,入磨物料比表面積降低(<160m2/kg),會加重後續管磨機的粉磨負荷。 (1)原因:①入V選粉機物料呈料柱過於集中,不能形成鬆散均勻料幕
②打散隔板嚴重磨損,影響物料打散效果
③系統拉風量過大,導流板間風速高
④V選粉機出風部阻力大,影響細粉收集
(2)影響分析:
作為與輥壓機配套的靜態風選分級設備,V形選粉機分級後的入磨物料切割粒徑一般在0.5mm左右,比打散分級機的分級精度高,入磨物料更細更均勻,一般比表面積在180m2/kg或以上,<80um顆粒可達65%~85%,故系統產量可提高80%~100%,節電幅度20%~30%;
當V選粉機分級效果差,會直接影響粉磨系統產、質量及電耗。同時,由於大量細粉又返回輥壓機稱重倉,影響輥壓機擠壓做功,入磨物料比表面積降低(<160m2/kg),會加重後續管磨機的粉磨負荷。
(3)解決辦法:
①V選粉機內部可用50mm×50mm角鋼,增設2~3排打散棒,增強打散及均勻粉料效果,形成均勻料幕(投資200~300元可完成)。
②根據磨損程度確定修復或更換磨損嚴重的打散隔板。
③V選粉機導流板間風速越高,入磨物料粒度越粗,比表面積越低;導流板間設計風速6.7m/s左右,對應的入磨比表面積150m2/Kg左右。一般套用風速5.5m/s~5.8m/s,入磨比表面積≥185m2/kg。
實際生產中在一定拉風量時可跟蹤檢測入磨物料比表面積、80um、45um方孔篩篩余值等工藝技術參數,以便於調節V選粉機用風,求得最佳用風參數,穩定入磨物料比表面積。在調整過程中應加大檢測頻次,可按30min檢測一次。系統調整正常後,每2h測定一次即可。
使用儀器:比表面積儀及80um、45um方孔篩、負壓篩析儀。
④對V選粉機出風部進行改造,減小出風阻力
V選粉機出風部阻力大易導致鏇風筒風道積灰,影響收集效果。可將出風部弧度放緩,減小阻力,消除鏇風筒風道積灰,提高細粉收集效果。投入1000~2000元鋼板(與V選粉機筒體厚度相同)、氧割、焊條及人工,即可完成改造。同時可將V選粉機進風部上部2~3塊導流板間隙和出風部上部導流板(2塊)封閉,延長物料風選時間,提高風選效果。
利用每周停機時間對V選粉機內部進行檢查,並做好專項檢查記錄備查。
