
定義
 MIG焊
MIG焊MIG焊(惰性氣體保護金屬極電弧焊)
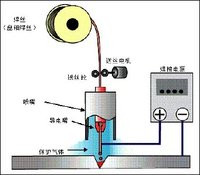
MIG焊接除用金屬絲代替焊炬內的鎢電極外。其它和TIG焊一樣。因此,焊絲由電弧熔化,送入焊接區。電力驅動輥按照焊接所需從線軸把焊絲送入焊炬。
熱源也是直流電弧,但極性和TIG焊接時所用的正好相反。所用保護氣體也不同,要在氬氣內加入l%氧氣,來改善電弧的穩定性。
在基本工藝上也有些不同,例如,噴射傳遞、脈動噴射、球狀傳遞和短路傳遞。
脈衝MIG焊
脈衝MIG焊是利用脈衝電流取代通常的脈動直流的MIG焊方法。
由於採用脈衝電流,脈衝MIG焊的電弧是脈衝式的,與通常的連續電流(脈動直流)焊接相比:
⒈焊接參數調節範圍更寬;
如平均電流小於噴射過渡的下臨界電流I0,只要脈衝峰值電流大於I0 ,仍然可以獲得噴射過渡。
⒉可方便、精確控制電弧能量;
不僅脈衝或基值電流大小可調,而且其持續時間可以10-2 S為單位調節。
⒊薄板及全位置、打底焊能力優越。
熔池僅在脈衝電流時間內熔化,在基值電流時間內可得到冷卻結晶。與連續電流的焊接相比,在熔深相同的前提下,平均電流(對焊縫的熱輸入)更小。
MIG焊原理
和TIG焊不同,MIG(MAG)焊採用可熔化的焊絲作為電極,以連續送進的焊絲與被焊工件之間燃燒的電弧作為熱源來熔化焊絲與母材金屬。焊接過程中,保護氣體-氬氣通過焊槍噴嘴連續輸送到焊接區,使電弧、熔池及其附近的母材金屬免受周圍空氣的有害作用。焊絲不斷熔化應以熔滴形式過渡到焊池中,與熔化的母材金屬熔合、冷凝後形成焊縫金屬。
MIG焊特點
⒈和TIG焊一樣,它幾乎可以焊接所有的金屬,尤其適合於焊接鋁及鋁合金、銅及銅合金以及不鏽鋼等材料。焊接過程中幾乎沒有氧化燒損,只有少量的蒸發損失,冶金過程比較簡單。
⒉勞動生產率高
⒊MIG焊可直流反接,焊接鋁、鎂等金屬是有良好的陰極霧化作用,可有效的去除氧化膜,提高了接頭的焊接質量。
⒋不採用鎢極,成本比TIG焊低;有可能取代TIG焊。
⒌MIG焊焊接鋁及鋁合金時,可以採用亞射流熔滴過渡方式提高焊接接頭的質量。
⒍由於氬氣為惰性氣體,不與任何物質發生化學反應,所以對焊絲及母材表面的油污、鐵鏽等較為敏感,容易產生氣孔,焊前必須仔細清理焊絲和工件。
⒊MIG焊熔滴過渡
熔滴過渡時指在電弧熱作用下,焊絲或焊條端部的熔化金屬形成熔滴,受到各種力的作用從焊絲端部脫離並過渡到焊池的全過程。它和焊接過程穩定性、焊縫成形、飛濺大小等有直接關係。
⒊1、影響熔滴過渡的力
焊絲端部熔化金屬形成的熔滴受到各種力的作用,各種力對熔滴過渡的影響是不同的。
⒈重力:平焊位置,重力方向和熔滴過渡的方向相同,促進過渡;仰焊位置,阻礙熔滴過渡
⒉表面張力:時在焊絲端頭上保持熔滴的主要作用力,焊絲越細,熔滴越容易過渡。
⒊電磁力:導體本身磁場所產生的力稱為電磁力,它的軸向分力總是由小截面向大截面擴展。熔化極電弧焊,電流通過焊絲-熔滴-電極斑點時導體的截面是變化的,電磁力的方向也在變化。同時,斑點處電流密度很高,將使金屬強烈的蒸發,也會對熔滴金屬表面產生很大的反作用力。電磁力對熔滴過渡的影響決定於電弧形態。
⒋等離子流力:在電磁力的收縮作用下,電弧電漿在電弧軸線方向產生的流體靜壓力,其大小與弧柱截面積成反比,即從焊絲末端向熔池表面逐漸減小,它是促進熔滴過渡的有利因素。
⒌斑點壓力
⒊2、MIG焊的熔滴過渡特點
MIG焊和MAG焊時,熔滴過渡主要採用短路過渡和射流過渡,其中短路焊接用於薄板高速焊接和全位置焊,射流過渡用於中、厚版的水平對接和角焊。
MIG焊時,基本上都採用直流反接。因為反接時可實現細射流過渡,而正接時是正離子撞擊熔滴,產生很大的斑點壓力阻礙熔滴過渡,使得正接時基本上都是不規則的滴狀過渡。MIG焊不適用交流電,因為在每一個半周上焊絲的熔化情況不相等。
採用MIG焊焊接鋁和鋁合金時,由於鋁容易氧化,所以為保證保護效果,焊接時弧長不能太長,因而我們就不能採用電流大、弧長長的射流過渡方式。如果選擇的電流大於臨界電流,而弧長控制在射流過渡和短路過渡之間,就會形成亞射流過渡。
MIG焊現廣泛用於焊接鋁及鋁合金工件。
常見焊絲
▲GMT-SKD11 > 0.5 ~ 3.2mm HRC 56~58 焊補冷作鋼、五金衝壓模、切模、刀具、成型模、工件硬面製作具高硬度、耐磨性及高韌性之氬焊條,焊補前先加溫預熱,否則易產生龜裂現象。
▲GMT-63度刀口刃口焊絲> 0.5 ~ 3.2mm HRC 63~55,主要套用於焊拉刀模,熱作高硬度具模,熱鍛總模,熱沖模,螺絲模,耐磨耗硬面,高速鋼,刀口修復。
▲GMT-SKD61 > 0.5 ~ 3.2mm HRC 40~43 焊補鋅、鋁壓鑄模、具良好之耐熱性與耐龜裂性、熱氣沖模、鋁銅熱鍛模、鋁銅壓鑄模、具良好耐熱、耐磨、耐龜裂性。一般熱壓鑄模常有龜甲裂紋狀,大部 份是由熱應力所引起,亦有因表面氧化或壓鑄原料之腐蝕所引起,熱處理調至適當硬度改善其壽命,硬度太低或太高均不適用。
▲GMT-hs221錫黃銅焊絲。性能特點:HS221焊絲含少量錫、矽的特殊黃銅焊絲,用於黃銅的氣焊及碳弧焊,也廣泛用於釺焊銅、鋼、銅鎳合金等。銅及銅合金焊絲適用的焊接方法有氬弧焊、氧-乙炔焊及碳弧焊。
▲GMT-hs211力學性能好。銅合金氬弧焊及鋼的MIG釺焊用。
▲GMT-hs201,HS212,HS213,HS214,HS215,HS222,HS225銅焊絲。
▲GMT- 1100、1050、1070、1080純鋁焊絲。性能特點:用於MIG和TIG焊接的純鋁焊絲。此種焊絲在陽極處理後具有很好的顏色配比性。適用於電力套用,抗蝕性很好,導通性優良。用途:船舶 運動器材 電力
▲GMT-半鎳,純鎳焊絲焊條
▲GMT- 4043、4047鋁矽焊絲。性能特點:用於焊接6***系列母材。對熱裂紋的較弱敏感,被用於焊接鍛造和鑄造材料。用途:船舶、機車、化工、食品、運動器材、模具、家具、容器、貨櫃等。
▲GMT- 5356、5183、5554、5556、5A06鋁鎂焊絲。性能特點:此種焊絲為焊接5***系列合金以及填充合金化學成分與母材接近的焊接而專門設計的。它在陽極處理後具有良好的抗蝕性和顏色配備性。用途:套用於腳踏車、鋁滑板車等運動器材,機車車廂、 化工壓力容器、兵工生產、造船、航空等。
▲GMT-70N > 0.1 ~ 4.0mm焊絲特性與用途:高硬度鋼之接合,鋅鋁壓鑄模龜裂、焊合重建、生鐵/鑄鐵焊補。可直接堆焊各種鑄鐵/生鐵材料,也可做為模具龜裂之焊合,使用鑄鐵焊接時,儘量將電流放低,用短距離的電弧焊接,鋼材進行部份之預熱,焊接後之加熱以及慢慢冷卻。
▲GMT-60E> 0.5 ~ 4.0mm特性與用途:專用焊高拉力鋼之接合,硬面製作之打底,龜裂之焊合。高強度焊絲,含鎳鉻合金成份高,專業用於防破裂底層焊接、填充打底用,拉力強,並可修補鋼材焊後龜裂現象。抗拉強度: 760 N/mm² 廷伸率: 26%
▲GMT-8407-H13 > 0.5 ~ 3.2mm HRC 43~46 制鋅、鋁、錫等有色合金及銅合金之壓鑄模,可用作熱鍛或衝壓模。具高韌性、耐磨性及防熱熔蝕性佳,抗高溫軟化,防高溫疲勞性良好,可焊補熱作沖頭、 絞刀、軋刀、切槽刀、剪刀...等做熱處理時,需防止脫碳,熱工具鋼焊後所產生之硬度太高亦發生破裂。
▲GMT-防爆裂打底焊絲 > 0.5 ~ 2.4mm HB~300 高硬度鋼之接合,硬面製作之打底,龜裂之焊合。高強度焊支,含鎳鉻合金成份高,用於防破裂底層焊接、填充打底,拉力強,並可修補鋼材之龜裂焊合重建。
▲GMT-718 > 0.5 ~ 3.2mm HRC 28~30 大型家電、玩具、通信、電子、運動器材等塑膠產品模具鋼。塑膠射出模、耐熱模、抗腐蝕模,切削性、蝕花性良好,研磨後表面光澤性優良,使用壽命長。預熱溫度250~300℃後熱溫度400~500℃,作多層焊補時,採用後退法焊補,較不易產生融合不良及等缺陷。
▲GMT-738 > 0.5 ~ 3.2mm HRC 32~35 半透明及需有表面光澤之塑膠產品模具鋼,大型模具,產品形狀複雜及精度高之塑膠模用鋼。塑膠射出模、耐熱模、抗腐蝕模、蝕花性良好,具備優良加工性 能,易切削拋光和電蝕,韌性及耐磨性佳。預熱溫度250~300℃後熱溫度400~500℃,作多層焊補時,採用後退法焊補,較不易產生融合不良及等缺陷。
▲GMT-P20Ni > 0.5 ~ 3.2mm HRC 30~34 塑膠射出模、耐熱模(鑄銅模)。以焊接裂開敏感性低的合金成份設計,含鎳約1%,適合PA、POM、 PS、PE、PP、ABS塑膠,具良好之拋光性,焊後無氣孔、 裂紋,打磨後有良好之光潔度,經真空脫氣,鍛造後,預硬至HRC 33度,斷面硬度分布均一,模具壽命達300,000以上。預熱溫度250~300℃後熱溫度400~500℃,作多層焊補時,採用後退法焊補,較不易產 生融合不良及等缺陷。
▲GMT-NAK80 > 0.5 ~ 3.2mm HRC 38~42 塑膠射出模、鏡面鋼。高硬度,鏡面效果特佳,放電加工性良好,焊接性能極好,研磨後,光滑如鏡,為世界最進步,最優秀塑模鋼,加入易削元素,切削加 工容易,具高強韌性及耐磨不變形特性,適合各種透明塑膠產品之模具鋼。預熱溫度300~400℃後熱溫度450~550℃,作多層焊補時,採用後退法焊補,較不易產生融合不良及等缺陷。
▲GMT-S136 > 0.5 ~ 1.6mm HB~400 塑膠射出模,抗腐蝕、滲透性良好。高純度、高鏡面度,拋光性良好,抗銹防酸能力極佳,熱處理變型少,適合PVC、PP、EP、PC、PMMA塑膠,耐腐蝕及容易加 工之模件及夾具,超鏡面耐蝕精密模具,如橡膠模具、照相機部件、透鏡、表殼等。
▲GMT- 皇牌鋼> 0.5 ~ 2.4mm HB~200 鐵模、鞋模、軟鋼焊接、易雕刻蝕花,S45C 、S55C 鋼材等修補。質地細密、軟、易加工、不會有氣孔產生,預熱溫度200~250℃ 後熱溫度350~450℃。
▲GMT-BeCu (鈹銅) > 0.5 ~ 2.4mm HB~300 高導熱的銅合金模具材料,主加元素為鈹,其適用於塑膠注塑成型模具的內鑲件、模芯、壓鑄沖頭、熱流道冷卻系統、導熱嘴、吹塑模具的整體型腔、磨耗板等。鎢銅材料則套用在電阻焊、電火花、電子封裝以及精密機械設備等。
▲GMT-CU(氬焊銅) > 0.5 ~ 2.4mm HB~200 此焊支用途廣泛,可焊補電解片、銅合金、鋼、青銅、生鐵、一般銅件之焊補。機械性能良好,可用於銅合金之焊接修補,也可用於焊接鋼和生鐵、鐵的接合。
▲GMT-油鋼焊絲 > 0.5 ~ 3.2mm HRC 52~57 沖裁模、量規、拉模、穿孔沖頭、可廣泛使用在五金冷衝壓,手飾壓花模等,通用特殊工具鋼、耐磨、油冷。
▲GMT-Cr鋼焊絲 > 0.5 ~ 3.2mm HRC 55~57 沖裁模、冷作成型模、冷拉模、沖頭、高硬度、高軔性、線切割性良好。焊補前先加溫預熱,焊補後請做後熱動作。
▲GMT-MA-1G > 1.6~2.4mm,超鏡面焊絲,主要套用于軍工產品或要求極高的產品。硬度HRC 48~50 馬氏體時效鋼系,鋁壓鑄模,低壓鑄造模,鍛造模,沖裁模,注塑模的堆焊。特殊硬化高韌度合金,非常適用於鋁重力壓鑄模、澆 口、延長使用壽命的2~3倍,可製作非常精密之模具、超鏡面(澆口補焊,使用不易熱疲勞裂痕)。
▲GMT-高速鋼焊絲(SKH9) > 1.2~1.6mm HRC 61~63 高速鋼,耐用性為普通高速鋼的1.5~3倍,適用於製造加工高溫合金、不鏽鋼、鈦合金、高強度鋼等難加工材料的刀具、焊補拉刀、熱作高硬度工具、模具、 熱鍛總模、熱沖模、螺絲模、耐磨耗硬面、高速度鋼、沖具、刀具、電子零件、螺紋滾模、牙板、鑽滾輪、滾字模、壓縮機葉片及各種模具機械零件等 ...。經過歐洲工業水準嚴格品質管制,高含碳量,成份優 良材料內部組織均勻,硬度穩定,而且耐磨性、韌性、耐高溫等 ...。特性皆比一般同等級之材料為佳。
▲GMT-氮化零件焊補焊絲> 0.8 ~ 2.4mm HB~300 適用於氮化後模具,零件表面修補。
工作危害
職業病
氬弧焊的危害程度要比一般電焊相對來說要大,可以產生紫外線、紅外線輻射、臭氧、二氧化碳、一氧化碳等有害氣體和金屬粉塵,可引多種起職業病:1)電焊工塵肺:長期吸入高濃度的電焊煙塵可引起慢性肺組織纖維化,導致電焊工塵肺,發病工齡平均20年。2)錳中毒:神經衰弱綜合症、植物神經功能紊亂等;3)電光性眼炎:眼睛異物感、燒灼、劇痛、畏光、流淚、眼瞼痙攣等。
防護措施
⑴為保護眼睛不受弧光傷害,焊接時必須用鑲有特製防護鏡片的面罩。⑵為防止弧光灼傷皮膚,焊工必須穿好工作服,戴好手套和鞋蓋等。⑶為保護焊接工作與其他生產人員免受弧光輻射傷害,可採用防護屏。⑷每年做職業健康檢查。
