
粉末鋼CPM10V具有高質量、高均勻性,超級的尺寸穩定性,優異的磨削性和韌性。
典型套用
衝壓或鍛造工具衝壓凸模和凹模粉末壓實工具沖切和穿孔模
工業刀片和剪下刀木材加工工具
塑膠模具鑲嵌件塑膠注射筒襯
磨損部件
化學成分
碳C2.45%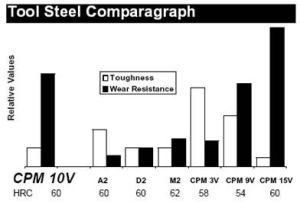 工具鋼韌性和耐磨性對照表
工具鋼韌性和耐磨性對照表釩V9.75%
鉬Mo1.3%
圖示:□韌性■耐磨性
物理性能
◆彈性模量:221X103MPa◆密度:7.418g/cm3
◆熱傳導:
溫度°СW/m-°k
2120.39
10021.54
30024.85
50026.30
◆熱脹係數:
溫度°Сmm/mm/°С
21-9310.7X10-6
21-26011.1X10-6
21-42711.8X10-6
21-59312.3X10-6
機械加工和磨削能力
退火態機加工能力類似於T15(W12MoCr4V5Co5)高速鋼,可用高速鋼的磨削裝備磨削.'SG'型氧化鋁磨輪或CBN(立方氮化硼)磨輪對CPM10V最適用.熱處理
◆臨界溫度:840°С◆鍛制:1095-1150°С,不低於930°С停鍛,鍛後緩冷.
◆退火:加熱到870°С保持2小時以≤15°С/小時速度,冷至540°С,然後爐冷或靜止空氣冷卻至室溫
退火硬度BHN255-277
◆消除應力:
●退火工件加熱到595-700°С保持2小時,爐冷或靜止空氣冷卻至室溫.
●硬化工件:加熱到比回火溫度低15°С,保持2小時爐冷或靜止空氣冷卻至室溫.
◆矯直:200-430°С溫矯。
◆硬化
●預熱:815-845°С均勻化,在真空或氣氛狀態下熱處理,建議1010-1040°С二次預熱.
●奧氏體化:1010-1175°С保持30-45分鐘.
●淬火:空淬或至少2bar壓力氣淬至50°С以下,或者淬入540°С鹽浴/油,並空冷至50°С以下.實踐中鹽浴處理會獲得硬化狀態下的最大韌性.在1010-750°С區間真空或氣氛淬火其冷卻速度亦能獲得最佳的熱處理效果。
◆回火:最低540°С回火二次,每次保持2小時
◆尺寸變化:+0.03%至+0.05%
◆推薦熱處理制度:在1120С°奧氏體化,保溫30-45分鐘後淬火.550С°回火三次,可獲得韌性和耐磨性的最佳組合。
目標硬度HRC60.奧氏體化溫度高,能獲得高硬度,但韌性稍有降低。較低的奧氏體化溫度可得到最高的韌性.
韌性
根據實際使用的硬度要求,降低淬火溫度,可增加韌性。.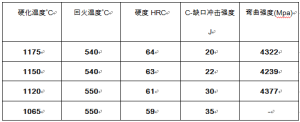 1
1熱處理硬度
淬火加熱溫度1010°С1040°С1065°С1120°С1150°С1175°С最小保溫時間(分鐘)604530201510
淬後硬度HRC6163656564.563.5
540°С回火HRC565760.5626364
韌性最大,且有效消除應力的最佳熱處理工藝
550°С回火HRC545658.5606263
565°С回火HRC525456.5586061
595°С回火HRC495152545556
620°С回火HRC444546485051
650°С回火HRC404143464748
最少回火次數222233
結果可因硬化方法和截面尺寸不同而改變,鹽浴或油淬硬度最高,真空或大氣冷卻可能低1-2HRC
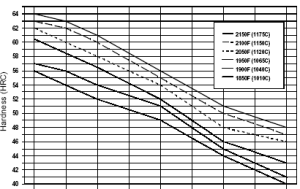 回火硬度曲線圖
回火硬度曲線圖540°С 565°С 595°С 620°С 650°С
