
概述
簡介
國產模具鋼:3Cr2Mo(P20)
使用 標準:GB/T 1299-1985
熱作模具鋼,是引進美國的 P20中碳 Cr-Mo系塑膠模具鋼。適用於製作塑膠模和壓鑄低熔點金屬的模具材料。此鋼具有良好的可切削性及鏡面研磨性能。P20已預先硬化處理至285-330HB(30-36HRC),與瑞典618德國GS-2311狀態相當,可直接用於制模加工,並具有尺寸穩定性好的特點,預硬鋼材才可滿足一般用途需求,模具壽命可達50W模次。
化學成份
3C r2Mo鋼的化學成分(GB/T1299-2000)w/%
| C | Si | Mn | P | S | Cr | Mo | Ni |
| 0.28-0.4 | 0.2-0.8 | 0.6-1 | ≤0.03 | ≤0.03 | 1.4-2 | 0.3-0.55 | 0.85-1.15 |
材料特性
● 真空脫氣精煉處理鋼質純淨,適合要求拋光或蝕紋加工塑膠模。
● 預硬狀態供貨,無需在熱處理可直接用於模具加工,縮短工期。
● 經鍛軋制加工,組織緻密,100%超音波檢驗,無氣孔,針眼缺陷。
主要用途
 3Cr2Mo板料
3Cr2Mo板料● 熱塑性塑膠注塑模具,擠壓模具。
● 熱塑性塑膠吹塑模具。
● 重載模具主要部件。
● 冷結構製件。
● 常用於製造電視機殼,洗衣機,冰櫃內殼,水桶等。
材料特性
3Cr2Mo鋼是一種通用型預硬化塑膠模具鋼, 是目前各國套用較廣泛的一種塑膠模具鋼。由美國AISI的P20轉化過來的預硬性塑膠模具鋼, 並已納入國標。經調質處理後可以進行機械加工。具有良好的可加工性和鏡面研磨拋光性能, 機械加工成形後, 型腔變形及尺寸變化小, 經熱處理後可提高表面硬度和模具使用壽命。
該鋼具有較好的淬透性及一定的韌性, 可以進行滲碳, 滲碳淬火後表面硬度可達65HRC, 具有較高的熱硬度及耐磨性。因供貨狀態已進行了預硬化處理, 可直接加工成形後拋光、裝配。
該鋼經滲碳、滲氮、氮碳共滲或離子滲氮後再拋光, 表面粗糙度可以降到0.03μm左右, 模具表面光亮度可進一步提高, 而且模具使用壽命大大提高。
對於要改鍛成坯料後再加工成形的模具, 其工藝路線為:下料葉改鍛→球化退火→刨或銑六面→預硬處理 (34~42HRC) →機械粗加工→去應力退火→機械精加工→拋光→裝配。
物理性能
性能指標
1) 密度: 7.31g/cm3。
2) 線脹係數:溫度 18 ~100℃/18 ~200°C/18 ~300°C/18 ~400°C/18 ~500°C/18 ~600℃/18 ~700℃, 線脹係數 11.9 ×10-6K-1/12.20 ×10-6K-1/12. 50×10-6K-1/12. 81 ×10-6K-1/13.11 ×10-6K-1/13.41×10-6K-1/13.71×10-6K-1
3) 彈性模量: (20°C) 212000MPa, 切變模量(室溫) 為825000MPa, 泊桑比0.288
4)熱導率: 溫度20℃/100℃/200°C/300°C/400°C,熱導率36.0 [W/ (m·K)] /33.4[W/ (m·K)]/31.4[W/ (m·K)]/30.1[W/ (m·K)]/29.3[W/ (m·K)]
加硬處理
為提高模具壽命達到80萬模次以上,可對預硬鋼實施淬火加低溫回火的加硬方式來實現。淬火時先在500-600℃預熱2-4小時,然後在850-880℃保溫一定時間(至少2小時),放入油中冷卻至50-100℃出油空冷,淬火後硬度可達50-52HRC,為防止開裂應立即進行200℃低溫回火處理,回火後,硬度可保持48HRC以上
氮化處理
氮化處理可得到高硬度表層組織,氮化後的表層硬度達到650-700HV
(57-60HRC)模具壽命可達到100萬次以上,氮化層具有組織緻密,光滑特點,模具的脫模性及抗濕空氣及鹼液腐蝕性能提高。
熱處理
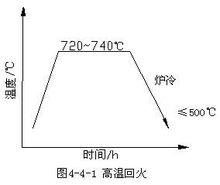
預處理
3C r2Mo鋼的預先熱處理曲線示於圖4-4-1和圖4-4-2
 3Cr2Mo
3Cr2Mo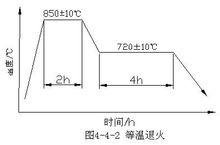 3Cr2Mo
3Cr2Mo淬火
3C r2Mo鋼推薦的淬火曲線示於表4-4-6.與淬火有關曲線示於圖4-4-3~圖4-4-6
表4-4-6 3C r2Mo鋼推薦的淬火規範
| 淬火加熱溫度/℃ | 冷卻方式 |
| 850~880 |
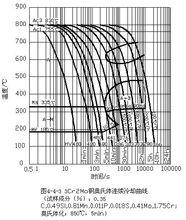 3Cr2Mo鋼奧氏體連續冷卻曲線
3Cr2Mo鋼奧氏體連續冷卻曲線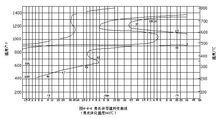 3Cr2Mo鋼奧氏體等溫轉變曲線
3Cr2Mo鋼奧氏體等溫轉變曲線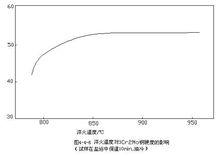 淬火溫度對3Cr2Mo鋼硬度的影響
淬火溫度對3Cr2Mo鋼硬度的影響回火
3C r2Mo鋼的回火有關曲線示於圖4-4-7和圖4-4-8,推薦的回火規範示於表4-4-7.
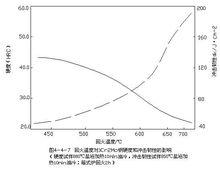 圖4-4-7
圖4-4-7 圖4-4-8
圖4-4-8表4-4-7 3C r2Mo鋼推薦的回火規範
| 回火溫度/℃ | 冷卻方式 |
| 580~640 | 空冷 |
對應國外牌號
| 中國(GB) | 美國(AISI/ASTN) | 德國(DIN | 日本(JIS) | 瑞典(ASAN) | 奧地 |
| 3Cr2Mo | P20 | 1.2311 | PDS-3 | 618 | M202 |
