![AFM[原子力顯微鏡]](/img/d/77e/nBnauM3XyIDO2EzN2EzN0ETN1UTM1QDN5MjM5ADMwAjMwUzLxczLyQzLt92YucmbvRWdo5Cd0FmLzE2LvoDc0RHa.jpg "AFM[原子力顯微鏡]")
概述
AFM是由G.Binning在STM的基礎上於1986年發明的表面觀測儀器。
![AFM[原子力顯微鏡]](/img/7/3c1/wZwpmLwUDNzgDNxIDN0ETN1UTM1QDN5MjM5ADMwAjMwUzLyQzLyYzLt92YucmbvRWdo5Cd0FmLyE2LvoDc0RHa.jpg) AFM[原子力顯微鏡]
AFM[原子力顯微鏡]AFM=Atomic Force Microscope(原子力顯微鏡)。原子力顯微鏡與掃描隧道顯微鏡相比,由於能觀測非導電樣品,因此具有更為廣泛的適用性。當前在科學研究和工業界廣泛使用的掃描力顯微鏡(Scanning Force Microscope),其基礎就是原子力顯微鏡。
原理:
當原子間距離減小到一定程度以後,原子間的作用力將迅速上升。因此,由顯微探針受力的大小就可以直接換算出樣品表面的高度,從而獲得樣品表面形貌的信息。
分類﹕
(1) 接觸式﹕利用探針和待測物表面之原子力互動作用(一定要接觸),此作用力(原子間的排斥力)很小,但由於接觸面積很小,因此過大的作用力仍會損壞樣品,尤其對軟性材質,不過較大的作用力可得較佳解析度,所以選擇較適當的作用力便十分的重要。由於排斥力對距離非常敏感,所以較易得到原子解析度。
(2) 非接觸式﹕為了解決接觸式之AFM 可能破壞樣品的缺點,便有非接觸式之AFM 被發展出來,這是利用原子間的長距離吸引力來運作,由於探針和樣品沒有接觸,因此樣品沒有被破壞的問題,不過此力對距離的變化非常小,所以必須使用調變技術來增加訊號對噪聲比。在空氣中由於樣品表面水模的影響,其解析度一般只有50nm,而在超高真空中可得原子解析度。
(3) 輕敲式﹕將非接觸式AFM 改良,將探針和樣品表面距離拉近,增大振福,使探針再振盪至波谷時接觸樣品由於樣品的表面高低起伏,使的振幅改變,再利用接觸式的回饋控制方式,便能取得高度影像。解析度界於接觸式和非接觸式之間,破壞樣品之機率大為降低,且不受橫向力的干擾。不過對很硬的樣品而言,針尖仍可能受損。
優點:
原子力顯微鏡的出現無疑為納米科技的發展起到了推動作用。以原子力顯微鏡為代表的掃描探針顯微鏡是利用一種小探針在樣品表面上掃描,從而提供高放大倍率觀察的一系列顯微鏡的總稱。原子力顯微鏡掃描能提供各種類型樣品的表面狀態信息。與常規顯微鏡比較,原子力顯微鏡的優點是在大氣條件下,以高倍率觀察樣品表面,可用於幾乎所有樣品(對表面光潔度有一定要求),而不需要進行其他制樣處理,就可以得到樣品表面的三維形貌圖象。並可對掃描所得的三維形貌圖象進行粗糙度計算、厚度、步寬、方框圖或顆粒度分析。具體如下:
1.高分辨力能力遠遠超過掃描電子顯微鏡(SEM),以及光學粗糙度儀。樣品表面的三維數據滿足了研究、生產、質量檢驗越來越微觀化的要求。
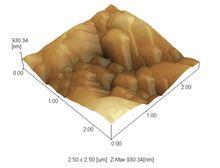 陶瓷膜表面形貌
陶瓷膜表面形貌2.非破壞性,探針與樣品表面相互作用力為10 N以下,遠比以往觸針式粗糙度儀壓力小,因此不會損傷樣品,也不存在掃描電子顯微鏡的電子束損傷問題。另外掃描電子顯微鏡要求對不導電的樣品進行鍍膜處理,而原子力顯微鏡則不需要。
3.套用範圍廣,可用於表面觀察、尺寸測定、表面粗糙測定、顆粒度解析、突起與凹坑的統計處理、成膜條件評價、保護層的尺寸台階測定、層間絕緣膜的平整度評價、VCD塗層評價、定向薄膜的摩擦處理過程的評價、缺陷分析等。
4.軟體處理功能強,其三維圖象顯示其大小、視角、顯示色、光澤可以自由設定。並可選用網路、等高線、線條顯示。圖象處理的宏管理,斷面的形狀與粗糙度解析,形貌解析等多種功能。
鐵磁性
AFM(Antiferromagnetism):反鐵磁性 FM(Ferromagnetism): 鐵磁性
其它相關
AFM=Air Force Manual
Air Force Manual《空軍手冊》([美]USAF出版物);
AFM=Antifrictional Metel
Antifrictional Metel減摩金屬
AFM=Abrasive Flow Machining
磨料流加工(Abrasive Flow Machining簡稱AFM)技術是一種最新的機械加工方法,它是以磨料介質(摻有磨粒的一種可流動的混合物)在壓力下流過工件所需加工的表面,進行去毛刺、除飛邊、磨圓角,以減少工件表面的波紋度和粗糙度,達到精密加工的光潔度。AFM法在需要繁複手工精加工或形狀複雜的工件,以及其他方法難以加工的部位是最好的可供選擇的加工方法。AFM法也可套用於以滾筒、震動和其它大批量加工不夠滿意或加工時要受傷的工件。並且能有效得到去除放電加工或雷射光束加工後再生的脫層和先前工序加工表面所殘留的殘餘應力。
工件夾持在夾具中,把流動的介質導向工件所需磨掉的部位,而其它部分不受影響。夾具緊固在對置的介質圓柱筒間,讓磨料介質來回流動。
工藝
由美國與薩諸塞州Dynetics公司開發的Dynaflow磨料流加工工藝(AFM)是一種強迫含磨料的介質在工件表面或孔中往復運動的金屬精加工工藝, 它具有廣泛的套用前景。
年前, AFM當最先出現時, 它主要用於清除金屬件中難於到達的內通道及相交部位的毛刺。它特別適用於加工難加工合金材料製成的結構複雜的航空元件。它已被用於精加工流體動力元件中表面粗糙度要求達0.127µm的不能接近的內表面。
AFM的基本原理:介質速度最大時, 磨光的能力也最大。這裡, 夾具的結構起著重要作用, 它決定著介質速度在何處最大。夾具用於使工件定位和建立介質流動軌跡, 是精加工所選擇部位而不觸及相鄰部位的關鍵所在。
AFM=Analyzing Financial Accounting
Analyzing Financial Accounting,分析金融會計學,是會計學的一門基礎課程。
AFM=Active Fuel Management
簡介
主動燃油管理(Active Fuel Management),又名Displacement on Demand,簡寫AFM或DOD,是汽車發動機一項節能減排技術,最早就通用汽車公司提出,並開始在1981年運用於通用凱迪拉克車型L62發動機上。這項技術可以使發動機根據工況要求,選擇在低負荷情況下關閉部分氣缸停止工作,從而達到改善燃油經濟性和減少廢氣排放的目的,它一般運用於V6或V8發動機上。根據EPA測試顯示,使用該項技術的發動機可以有效減少5.5%至7.5%的燃油消耗。
發展過程
當車輛急加速或高負載時,需求多缸發動機較高的功率輸出,但是,根據統計顯示,在日常的用車過程中,大多數情況發動機的功率使用均低於25%,比如車輛在高速公路開行時,僅需要40馬力(30千瓦)的功率輸出便可以滿足車輛前進動力需求,以及必要的附屬檔案運轉,比如空調開啟。 當汽油發動機運轉在低負載條件下,發動機的有效壓縮比遠小於標定的壓縮比值,節氣門處於不完全打開狀態,發動機在每一個進氣衝程中的進氣量也遠小於滿負荷的最大進氣量,因此,燃燒室裡面混合氣體燃燒產生的壓力和溫度也遠小於滿負荷狀態,根據熱力學定律,發動機的熱效率轉換也遠小於其可達的最大熱效率值,即是發動機燃燒熱能轉化為運轉機械能的效率不高。 因此,在大部分的日常車輛使用過程中,高功率,大排量的發動機配備實際上並沒有被發揮到極致,反而在一定程度上造成了浪費,並增加了額外的燃油消耗。 主動燃油管理(active fuel management)技術就是針對這種情況而產生的,它可以根據發動機的運轉工況要求,智慧型的控制發動機運轉,在低負荷時,關閉部分氣缸,以減少燃油消耗,提高熱轉化效率,在高負荷時,開啟全部氣缸,又能使功率輸出滿足駕乘需求。
工作原理
主動燃油管理(active fuel management)技術是通過電磁閥來控制液壓氣門挺桿的油路供給,通過調整選定氣缸氣門挺桿的機油壓力,使得部分氣缸氣門保持關閉,這些氣缸將會停止進氣或排氣,被選定的氣缸將不參與發動機功率輸出,從而達到提高燃油經濟性的目的。 為了達到關閉氣缸的效果,當發動機燃燒作功衝程完成後,排氣門將被電磁閥控制而保持關閉,當發動機排氣衝程時,廢氣將在氣缸內保留並被壓縮,當發動機進入進氣衝程時,進氣門也被電磁閥控制而保持關閉,使得氣缸不能進氣,這樣保留在氣缸之中的廢氣將會在發動機各衝程中不斷被壓縮和膨脹,類同於氣彈簧。根據發動機氣缸分布,那么一次會有多個氣缸被同時關閉(例如V8發動機1,4,6和7缸),當其中兩缸廢氣處於被壓縮狀態時,另外兩缸廢氣將會處於被膨脹狀態,這樣的平衡使得這些氣缸的關閉並不會對發動機造成額外的負擔,不會影響發動機的正常運轉。當發動機工況改變,需要更大的功率輸出時,那么被關閉氣缸的排氣門將會在排氣衝程中打開,廢氣將會被排出,發動機進入全缸正常工作狀態,為車輛帶來更大的動力。
技術意義
主動燃油管理(active fuel management)技術的套用,對發動機性能提升,燃油經濟性的提高有直接的作用,同時也可有效減少發動機廢氣排放,屬於一項節能減排的發動機技術。通用汽車公司是現今最早使用該技術的汽車公司,在通用汽車1981的凱迪拉克車型L62發動機上,便運用了主動燃油管理(active fuel management)技術。
