簡介
鹼脆(Alkali fragile)。低碳鋼或普通低合金鋼與熱濃鹼液的組合,在工作拉應力與殘餘拉應力的協同作用下,產生應力腐蝕,並導致嚴重的斷裂事故。如火電廠接觸鍋爐用水的壓力容器,鍋爐用水——一般用鹼軟化,雖然含鹼量甚微,由於設備結構等方面的原因,在生產運行過程中,NaOH含量可由原有的10 數量級富集到20%以上。低碳鋼和普通低合金鋼,在這種熱濃鹼液中,極易產生應力腐蝕。20世紀70年代後期,生長人工晶體的、盛有熱濃鹼液的高壓釜,也發生鹼脆引起的應力腐蝕斷裂;在生產AlO的蒸發器,也由於碳鋼的鹼脆引起不少漏鹼事故。
鹼脆產生機理
低碳鋼在熱濃鹼溶液中應力腐蝕斷裂機理屬於沿晶陽極溶解型,活化途徑是預先存在的,由於介質的濃度及溫度使這種鋼的陽極極化曲線如下圖所示,應力腐蝕斷裂電位位於活化一鈍化轉變的範圍內。鹼脆的物理圖像如圖所示,必須有垂直於裂紋的拉應力存在,才能使膜破壞而使裂紋尖端位於活化區。
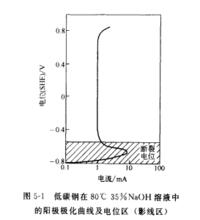 低碳鋼在80℃35%NaOH溶液中
低碳鋼在80℃35%NaOH溶液中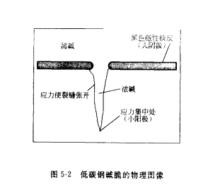 低碳鋼鹼脆的物理圖像
低碳鋼鹼脆的物理圖像在實驗室進行熱濃鹼液的應力腐蝕試驗時,必須添加氧化劑,如NaNO、KMnO或PbO模擬實際情況,才能導致開裂。而在沸騰的硝鹽(例如NHNO或Ca(NO)+NHNO)中進行應力腐蝕試驗時,卻易於開裂,應力和沿晶腐蝕的協同作用導致應力腐蝕開裂和斷裂。
晶界活化區是由於碳、氮和其他有害雜質硫、磷、砷等在晶界偏析引起的,而不是由於晶界沉澱FeC引起的。一方面,相對於基體,FeC是陰極相;另一方面,裂紋是沿基體與FeC的界面擴展的。
低碳鋼和普通低合金鋼與熱濃鹼液組合在鹼性溶液非常富集的情況下,會通過如下的反應式溶解鐵
3Fe +7NaOH—→ NaFeO ·2NaFeO+7H
NaFeO·2NaFeO+4HO—→7NaOH+FeO+ H
7H + H—→ 4H
3Fe+4HO—→FeO+4H
該化學反應產生的氫可以滲入無膜的金屬。在均勻的拉伸負荷條件下及熱鹼溶液中的巨觀實驗結果指出:陽極極化可以阻止脆斷,陰極極化可以產生脆斷;而在恆負荷條件下,斷裂的時間與斷裂後樣品中氫含量有著對應的反比關係,即含氫量愈高,斷裂時間愈短;且負荷較大時,在試樣含氫量較低的條件下,也可產生脆斷,例如拉應力為450MP。時,試樣中氫含量在0.00035%一0.00095%範圍內可以產生脆斷,而負荷降至360MPa時,只有氫含量在0.0012%一0.0015%範圍內才產生脆斷,當負荷低於材料的屈服強度時不發生脆斷,氫含量不超過0.0003%。
鹼脆的因素
鹼脆引起的開裂或斷裂,是沿晶的。同其他的應力腐蝕體系一樣,其應力腐蝕斷裂的出現是三個因素並存引起的:應力、特定的腐蝕介質和金屬的組織結構。
①介質因素。鹼脆必須有高溫濃鹼液的腐蝕,這些濃鹼液,有些就是設備的工作介質,例如生產AlO的蒸發器、生產人工晶體的高壓釜的工作介質,另一些是在生產或使用過程富集的,如鍋爐及汽輪機葉輪中的介質。
②力學因素。低碳鋼的鹼脆斷裂時間是隨著應力的降低而增加的。必須指出,這種曲線是隨腐蝕介質條件而異的。對於實際問題,由於腐蝕介質及應力難於確定,解決問題時,側重於應力來源,應設法降低應力,特別是殘餘應力。
對於壓力容器受壓元件的工作應力,依據工程力學是可以計算的。但是,殘餘應力的估算卻是困難的,目前只是儘量降低。鑄件及熔化焊接件的殘餘應力需要充分退火才能消除,對於盛裝熱濃鹼液的焊接容器,一些規範推薦,焊後需經650℃左右時退火。裝配時,也可引入殘餘應力,例如鉚釘孔不重合以及用力過大裝配時,所產生的殘餘應力也能引起鹼脆的鍋爐爆炸。
③金屬學因素。由於低碳鋼的鹼脆與硝脆都是沿晶斷裂,有些研究人員採用沸騰的濃硝酸鹽溶液(例如60%Ca(NO)+5%NHNO)作為鹼脆的加速試驗,來研究金屬學因素的影響。在低碳結構鋼的碳含量範圍內,增碳使硝脆的敏感性下降,卻使鹼脆的敏感性增加;當碳量為0.08%時,硝脆的敏感性為最大,而鹼脆的敏感性為最小。
鹼脆的控制措施
根據鹼脆發生的微觀機理及其規律,世界各國普遍從以下三方面採取控制措施。
①選用適當的碳鋼。從強度、塑性和鹼脆敏感性三方面綜合考慮,含碳量約為0.20的鎮靜鋼(即20鍋),是最適當的碳鋼。
②儘量降低裝配時產生殘餘內應力的因素。如錯邊、角變形等,並防止生成空隙和不緊密的接縫。從這個角度考慮,焊接結構優於鉚接結構。即使是鉚接結構,也可以採用一些措施減少局部的不均衡內應力,例如鉚接孔的均勻排列、避免過大的鉚接壓力等,焊接結構在焊後需進行600—650℃的消除應力熱處理。
③加入緩蝕劑。常用的有NaPO、NaNO、NaNO、NaSO等。使用量根據實驗結果有很大差異,例如,阻止鹼脆NaNO/NaOH比值只要大於0.4,而NaSO/NaOH卻需要大於5。NaNO對阻止鹼脆非常有效。高壓鍋爐(壓力大於70kgf/cm )中NaNO易於局部分解,加入NaPO可以有如下化學反應,從而使NaOH不至富集到有害的程度(>10%)。
NaPO+HO═NaHPO+NaOH
鋼的鹼脆
鋼的鹼脆,一般要同時具備三個條件。一是較高濃度的氫氧化鈉溶液。試驗指出,濃度大於10%的鹼液即足以引起鋼的鹼脆。二是較高的溫度,鹼脆的溫度範圍較寬,但最容易引起鹼脆的溫度是在溶液的沸點附近。三是拉伸應力,可以是外載荷引起的應力,也可以是殘餘應力,或者是兩者的聯合作用。拉伸應力的大小雖然是鹼脆的一個影響因素,但更重要的因素是應力的均勻與否,局部的拉伸應力最容易引起鹼脆。
鹼脆通常發生在鍋爐的鍋筒等高溫承壓部件中,因為它有可能同時具備發生鹼脆的三個條件:在正常運行情況下,鍋筒等承壓部件就處在較高的溫度和拉伸應力的作用下,而開孔接管等局部區域也存在不均勻的拉伸應力。鍋水中的鹼濃度雖然不會達到產生鹼脆的程度,但在局部,常常會因為氫氧化鈉富集而使水的鹼濃度增大。例如在鉚接、脹管及其他一些存在縫隙的地方,鍋水進入後常被逐漸濃縮,就很有可能達到鹼脆所需要的濃度。所以鍋筒的鹼脆絕大多數是在鉚接或脹接的接縫上發生的。
防止措施
鹼脆的防止措施有:(1)添加抑制劑,如磷酸三鈉、硝酸鈉等;(2)儘可能降低作業溫度;(3)儘量將負荷應力降低;(4)進行消除應力的熱處理,除去焊接、裝配、加工時產生的殘餘應力;(5)選用不易產生鹼脆的高鎳鑄鐵、鎳合金等材料。
