高速錘鍛造
正文
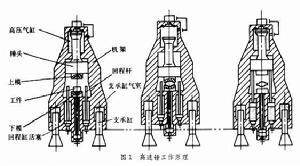
靠高壓氣體突然釋放的能量驅動上、下錘頭高速運動,懸空對擊,使金屬塑性成形的鍛造方法。高速錘鍛造是一種高能率成形方法,主要用於精密模鍛和熱擠壓。第一台高速鍛錘出現於1955年。圖1為高速錘的工作原理。瞬間釋放的高壓氣體(壓力一般為15000兆帕),迫使錘頭向下作9~24米/秒的高速運動,同時也向上推動高壓氣缸的缸蓋,並帶動整個機架向上運動。錘頭上的上模與機架上的下模在空中對擊工件,使之塑性變形。機架的質量遠大於錘體,所以移動速度慢,行程小,便於操作。錘擊後,安裝在機架內的回程桿將錘頭推回原處。機架放置於外支架的緩衝墊上。這類設備最初只能一次單擊,後來研製出可以連擊的、內燃式的高速錘(圖2)。高速錘鍛造,存在明顯的變形慣性力和變形熱效應,控制得當可以提高金屬的塑性,改善金屬在模具中的流動充填性能,利用模鍛可成形薄壁、高肋的複雜形狀鍛件。高速錘鍛造多用於葉片、齒輪等零件的精鍛和擠壓。
 高速錘鍛造
高速錘鍛造 高速錘鍛造
高速錘鍛造
