
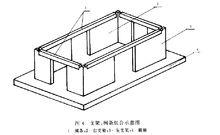
1主題內容與適用範圍
本標準規定了食品塑膠周轉箱(簡稱食品箱)的產品分類、技術要求、試驗方法、檢驗規則及標籤、包裝、運輸、貯存。
本標準適用於以聚烯烴塑膠為原料,採用注射成型法生產的無內格的食品箱。
2引用標準
GB2828逐批檢查計數抽樣程式及抽樣表(適用於連續批的檢查)
GB/T4857.3包裝運輸包裝件基本試驗靜載荷堆碼試驗方法
GB/T4857.5包裝運輸包裝件基本試驗跌落試驗方法
GB5009.6。食品包裝用聚乙烯、聚苯乙烯、聚丙烯成型品衛生標準的分析方法
GIS9687食品包裝用聚乙烯成型品衛生標準
3產品分類
食品箱按其外形尺寸分類。食品箱外形的推薦尺寸見表1。
 食品塑膠周轉箱
食品塑膠周轉箱4技術要求
4.1尺寸偏差
見表2。
 食品塑膠周轉箱
食品塑膠周轉箱4.2質量偏差
不超過核定質量的+3.0%~-3.0%
4.3外觀
見表3。
 食品塑膠周轉箱
食品塑膠周轉箱4.4側壁變形率
每邊不大於1.0%。
4.5配合
4.5.1堆垛配合
同規格的食品箱互相堆垛配合適宜。
4.5.2抗滑垛
同規格的食品箱堆碼時不允許滑垛。
4.6物理性能
見表4。
 食品塑膠周轉箱
食品塑膠周轉箱4.7衛生性能
直接接觸食品的箱子應符合GB9687規定。
4.8印刷
印刷字樣圖案清晰、完整不允許油墨脫落。
5試驗方法
5.1試樣
脫模24h後的產品方能取作試樣。
5.2尺寸偏差
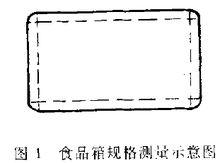
規格尺寸檢驗採用精度為1mm的通用量具測量。長、寬的測量部位均在箱體上口,試樣的長和寬為其外形四角圓弧與直邊切點的兩條連線長度的最大值(見圖1)計算端手凸出的試樣長度時,應再加上兩個端手凸出的數值。高的測績部位應在四角,結果取1個數值的最大值。精確到1mm。
 食品塑膠周轉箱
食品塑膠周轉箱5.3質量偏差
採用感量5g的通用衡器稱量,並計算與核定質量的百分比值。
5.4外觀
在自然光線條件下目測和採用相應的量具測量。
5.5配合
5.5.1堆垛配合
將一隻箱子置於平地,另一隻箱子放在其上,配合部位對準後,兩隻箱子能正常堆碼為合格。取3隻試樣,能互換。
5.5.2抗滑垛
空箱堆垛於平地,垛高不小於2m,使箱底一邊(短邊)升起,箱底面與地平面成5°角。不允許滑垛。
5.6變形
採用精度為0.05mm的通用量具測量。
5.6.1側壁變形率
測量方法見圖2找到試樣被測面上變形最大點後,使直尺的方向與箱口平面平行,且直尺平面‘:
被測面垂直,測得直尺下端到該點的距離即為被測面的側壁變形量AL選用直尺的長度與被測面的內線長度一致。試樣被測面的側壁變形率A(%)按式(1)計算。
 食品塑膠周轉箱
食品塑膠周轉箱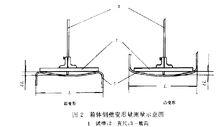 食品塑膠周轉箱
食品塑膠周轉箱5.6.2箱底承重變形量
5.6.2.1試驗器具
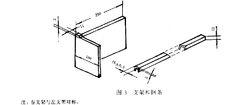
平板,支架和擱條(見圖3);
百分表;
質星為1kg的砂袋15個。
 食品塑膠周轉箱
食品塑膠周轉箱5.6.2.2試驗步驟
5.6.2.2.1在常溫條件下,按實際堆碼方式把1個試樣擱置在支架和擱條組成的框架上,見圖4擱條的長度按試樣的長、寬選擇。
5.6.2.2.2將百分表羚於平板上並校正零位,即表的撞針高度與框架高度相等的讀數為零。使撞針對準試樣底部中心部位。
5.6.2.2.3把15個砂袋放入樣箱內,使箱底均勻負重,並開始計時,至15min時,百分表的讀數即為該試樣的箱底承重變形量。
5.6.2.3結果表示
取3隻試樣箱底承重變形量的最大值。
 食品塑膠周轉箱
食品塑膠周轉箱5.6.3收縮變形率
5.63.1試驗設備
保溫水槽,精度為1mm的通用量具
5.6.3.2試驗步驟
測址試樣上口的兩條內對角線長度後,將其全部浸沒於65士5℃的水內,並開始計時,到10min取出試樣,在常溫中放置30mm,再測量試樣內對角線的長度然後算出每條對角線的變化星,取數值大的為該試樣的收縮變形量,試樣的收縮變形率B(%)按式(2)計算。
 食品塑膠周轉箱
食品塑膠周轉箱5.6.3.3結果表示
取3隻試樣收縮變形率的最大值。
5.7跌落
按GB/T4857.5規定進行。試祥各3隻。
5.7.1常溫實箱跌落
在常溫條件下,將均勻負重20kg的試樣提升至1.2m高,使試樣底面與衝擊面保持平行,然後從該高度跌落,連續跌落3次
5.7.2低溫空箱跌落
試樣在一10士2℃環境裡放置4h,然後將其提升到2m高,從該高度跌落,並使試樣底面的一組長邊、短邊及它們的夾角依次著地,各跌落1次。跌落應在10min內完成
5.8堆碼
取3隻試樣,按GB/T4857.3規定進行將1隻空箱口部向上平蹬,載入平板與重物的總址為2500N,負載持續時間72h。測量試樣箱體口部二長邊中點處載入平板的高度變化,精確到0.01mm,箱體高度變化率C(%)按式(3)計算。
 食品塑膠周轉箱
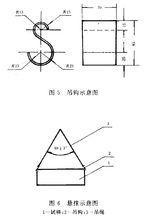
食品塑膠周轉箱5.9懸掛
5.9.1試驗設備
提升設備:
吊鉤,用寬70mm的鋼板彎成,有足夠強度(見圖5);
吊繩,延伸率較小的繩子(如直徑為8mm多股聚丙烯繩);
重物,重60kg。
5.9.2試驗步驟
取3隻試樣。在常溫下,用吊鉤鉤住試樣端手部位,使吊繩的夾角為600士3-,試樣均勻負重60kg(見圖6)。然後平衡地起吊離地並開始計時,至10min放下試樣,脫去吊鉤,加以檢查。
 食品塑膠周轉箱
食品塑膠周轉箱5.10衛生性能
按GB5009.6。規定進行試樣為10隻
5.11印刷
5.11.1試驗器具
醫用膠布,寬25mm、粘著力為200±20N的醫用膠布。
5.11.2試驗步驟
取印刷48h後的試樣3隻,用鋒利刀片在印刷面上劃“#”字線,平行間隔5mm;把膠布貼在箱體印刷部位,覆蓋面積不小於印刷面積的三分之二,用小滾筒慢速在膠布上單向滾壓2次在膠布的一端以與箱表面約成90。角的方向快速拉開。然後檢查油墨是否脫落。
6檢驗規則
6.1組批
同一規格、同一色澤、相同牌號原料的食品箱為一批,最大批量為10000隻。
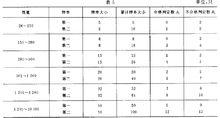
6.2抽樣
尺寸偏差、質量偏差、外觀、印刷和側壁變形選用GB2828二次抽樣方案,一般檢查水平工按表5規定抽樣。其餘檢驗項目的試樣在該批中任意抽取。
6.3檢驗分類
6.3.1出廠檢驗
出廠檢驗項目為尺寸偏差、質量偏差、外觀、側壁變形、配合、跌落、衛生性能和印刷。
6.3.2t式檢驗
在下列情況之一時,應進行型式檢驗:
a.新產品或老產品轉廠生產試製定型鑑定時;
h.原料、工藝有較大變化和新開模具投產時;
c.產品長時間停產,恢復生產時;
d.產品正常生產情況下,每6個月進行一次;
e.出廠檢驗結果與上次型式檢驗有較大差異時;
f.上級質量監督機構提出進行型式檢驗要求時
6.4判定規則
6.4.1樣本單位的判定
按4.1至4.4條和4.8條的規定進行檢驗,全部項目均合格,則樣本單位為合格。
6.4.2合格批的判定
6.4.2.1對尺寸偏差、質量偏差、外觀、印刷、側壁變形,按GB2828的規定取AQL值為6.5,判定該批產品合格與否(見表5)。並根據檢驗結果的變化,按GB2828規定的轉移規則調整抽樣方案。
6.4.2.2配合二項試驗均合格,則配合性能合格;有一項試驗不合格,則配合性能不合格,判該批產不合格。
6.4.2.3衛生試驗各項指標均合格,則衛生性能合格,有一項指標不合格,則衛生性能不合格,判該批產品不合格。
6.4.2.4物理性能各項試驗均合格,則物理性能合格;物理性能第一次試驗時,任意一項的全部試樣均符合規定則該項為合格項,若有不合格品產生且數量不超過I只,則對該項進行第二次試驗,若再無不合格品產生,該項仍判定為合格,否則判為不合格項。物理性能有一項不合格時,該批產品為不合格。
 食品塑膠周轉箱
食品塑膠周轉箱7標誌、包裝、運輸、貯存
7.1標誌
食品箱必須附有合格證。應註明生產廠廠名(標記)、商標、廠址、製造日期和檢驗員代號等。
7.2包裝
供需雙方商定。
7.3運輸
在運輸中避免野蠻操作,防止機械損傷。
7.4貯存
食品箱應合理堆垛貯存在室內,避免日曬、雨淋,避開高溫熱源和火源。自生產日期起貯存期為二年。
