
間隙狀態檢測法
間隙電壓與電流平均值檢測法
目前普遍使用放電間隙電壓或電流平均值檢測法對放電間隙狀態進行檢測。通過估算與經驗得知,在工具、工件材料、工作液介質及脈衝參數等確定的情況下,放電加工過程穩定進行時,其間隙電壓或電流平均值應處於一個區間中,如超出了這個範圍,加工過程則處於非正常加工狀態:間隙電壓平均值超出範圍上限(或間隙電流平均值低於範圍下限)時,放電加工過程趨於空載加工狀態,而間隙電壓平均值低於範圍下限(或間隙電流平均值超出範圍上限),加工過程則趨於電弧放電或短路狀態。
放電間隙電流平均值檢測法與放電間隙電壓平均值檢測法的實質完全一樣。它們具有電路實現簡單、實用的特點,但對短路脈衝或穩定電弧放電脈衝的反應靈敏度較低。
放電脈衝有效火花數檢測法
有效火花數檢測法是把施加於工具電極與工件之間一定數量的放電脈衝所產生的有效放電脈衝、無效放電脈衝和有害放電脈衝的數量分別統計、分析後,對放電間隙狀態進行判別的一種方法。其原理是:當電火花放電加工過程穩定進行時,有效放電脈衝數量應處於一定範圍之內,如果偏離了這個範圍就處於非正常加工狀態。具體表現分為兩個方面:一方面就是有效放電脈衝數量偏少,這時如果空載脈衝數量偏多,放電加工過程就趨於空載加工狀態,如果短路脈衝或有害放電脈衝數量偏多,放電加工過程則趨於短路或電弧脈衝放電狀態;另一方面是有效放電脈衝數量偏多,這時加工過程往往不能穩定進行。值得指出的是,通過設計控制規則,對有害放電脈衝數進行監控,當有害放電脈衝數連續發生達到一定數量時,可馬上向脈衝電源及間隙調整控制器發出警報,立刻做出相應的調整與控制,可以達到較高的靈敏度。
實現有效火花數檢測首先面臨的是如何區分有效放電脈衝、無效放電脈衝及有害放電脈衝。目前對放電脈衝進行分類鑑別使用較多的主要有兩種方法,即放電脈衝峰值電壓或電流檢測法與脈衝波形中高頻分量檢測法,而放電擊穿延遲時間檢測法在脈衝鑑別中也曾研究使用過。
放電脈衝峰值電壓或電流檢測法是利用不同類型的放電脈衝在峰值電壓或電流上的差異對放電脈衝進行區分鑑別的一種方法,峰值電壓與峰值電流檢測法的實質相同。放電脈衝峰值電壓檢測法是較為常用的鑑別放電脈衝的檢測方法,實現電路相對簡單,但不能對過渡電弧放電脈衝和穩定電弧放電脈衝做出區分。
高頻檢測法是通過對間隙電壓上高頻分量的檢測來區分火花放電與電弧放電的,因為在火花放電時,間隙電壓存在著強而穩定的高頻分量(頻率從幾兆至幾十兆),而電弧放電時,間隙電壓的高頻分量很弱甚至不存在,因此可將間隙電壓上的高頻信號進行提取、放大、比較,作為區分火花放電和電弧放電的依據。當放電電壓較高時,且存在高頻信號,則為正常火花放電狀態:當放電電壓較低,有少量的低頻信號時,為不穩定性電弧:無高頻信號時,則為穩定性電弧和短路狀態。該方法的優點是不僅可區分火花放電與電弧放電,而且還可將電弧放電進一步區分為穩定電弧放電或過渡電弧放電,這種方法為判別加工狀態的好壞提供了一種較可靠的方法,但是該方法難以對單個脈衝的放電狀態進行判別。當加工中有較強的干擾時,其識別的準確性將受到影響,且需通過和峰值檢測法配合才能得到綜合鑑別結果,因此主要用於要求較高的放電加工系統中。
放電擊穿延遲時間檢測法是利用火花放電脈衝具有擊穿延遲特性對火花脈衝進行鑑別的方法。這個方法曾是研究的熱點,通過檢測放電延遲的平均時間,對火花放電脈衝的頻度或數量進行判定,進而識別間隙的狀態。但後續大量研究結果表明,電弧放電脈衝有時也存在放電擊穿延時現象,這樣把有擊穿延時的放電脈衝統統歸為火花放電脈衝,顯然嚴重影響了間隙狀態檢測的準確性。目前在放電脈衝鑑別方面已很少用這種方法了。
把間隙電壓和電流與參考電壓和電流進行比較,對比較結果進行解碼,可將放電狀態劃為開路、短路、脈衝間隔與放電(包括火花放電、電弧放電)4種狀態。
為了進一步區分火花放電和電弧放電,通過對這兩种放電狀態的進一步分析發現,一般情況下,如果在脈衝間隔狀態後出現一個開路狀態(即擊穿延時),再進入放電狀態,則該放電狀態為火花放電,而從脈衝間隔狀態直接進入放電狀態,則該放電狀態為電弧放電。因此設計中採用時序數字電路將放電狀態的前面狀態引入,作為進一步區分火花放電與電弧放電的依據。
間隙平均脈寬電壓檢測
這種方法的基本思路是去除脈間階段零電壓對平均電壓的影響,而只對間隙脈寬階段的電壓進行平均。這種檢測方法的優點在於消除了脈衝占空比的影響,可以較好地反映間隙狀態的變化。這種檢測利用電阻R和電容C構成的低通濾波電路對脈寬階段的電壓進行了平均。但是需要增加一個採樣開關,因而檢測結果受採樣開關本身特性的影響比較大,並且採樣開關的高頻通斷會引入高頻的干擾,對檢測結果不利。
間隙脈寬電壓數字平均法
數字平均脈寬電壓檢測的基本思想與間隙平均脈寬電壓檢測一致。利用高速的A/D轉換晶片對間隙脈寬階段的電壓進行採樣與A/D轉換,用與脈衝電源同步的脈衝控制使得在脈間階段不進行採樣和A/D轉換。再將多次採樣的值進行數字平均,得到的電壓與伺服電壓進行比較,指導伺服運動。這種方法能夠非常有效地濾除脈間階段的零電壓或負電壓對檢測結果的影響。
其他間隙狀態檢測方法
上述的檢測方法是目前電火花加工中經常使用的間隙狀態檢測方法,除此之外還有利用參數進行間隙狀態檢測的方法,如平均放電時間、有效脈衝頻率、脈衝利用率、相對放電時間、平均相對放電時間、放電效率、平均放電效率、放電功率、平均放電功率等,但它們實現的基礎都需對間隙電壓、間隙電流或脈衝類別進行檢測或識別。
間隙控制系統
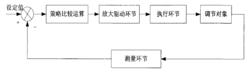
目前,在常用的電火花加工工具機上使用的間隙控制系統主要由調節對象、測量環節、比較環節、策略比較運算、放大驅動環節、執行環節等基本環節組成,如圖所示。
 間隙控制
間隙控制(1)調節對象
電火花加工時的調節對象就是工具電極和工件之間的電火花放電間隙。根據設定值比如伺服參考電壓等的要求,始終跟蹤保持某一平均的放電間隙。
(2)測量環節
直接測量電火花放電間隙及其變化是困難的,都是採用測量與放電間隙成比例關係的電參數來間接反映放電間隙的大小。當間隙較大、開路時,間隙電壓也較大;當間隙為零、短路時,間隙電壓為0。放電間隙與間隙電壓雖然不是嚴格的線性關係,但在一定範圍內可近似為線性關係。
(3)比較環節
比較環節用以根據“給定值”參考電壓,來調節進給速度。實質上是把從測量環節得來的信號和“給定值”的信號進行比較,再把此差值輸入比較環節。
(4)策略比較運算
經測量環節得到的相應數字量,送到CPU ,CPU依據給定的控制算法進行判斷和運算,得到應有的控制量去控制間隙驅動系統,從而實現對間隙的控制。
(5)放大驅動環節
由測量環節獲得的信號一般很小,難於驅動執行元件;必須要有一個放大驅動環節,通常稱為放大器。
(6)執行環節
執行環節根據控制信號的大小,及時地調節工具電極的進給,以保證合適的放電間隙,從而保證電火花加工的正常進行。
目前,常用的電火花加工間隙控制系統的種類很多,按執行元件(執行機構)的不同大致有電液壓式、步進電機式、寬調速力矩電動機式、直流伺服電動機式、交流伺服電動機式、直流電動機式等。
間隙控制系統的功能
1.有較高的速度調節範圍。為適應各種加工情況,控制系統必須有較寬的速度調節範圍。
2.檢測電路對間隙電壓信號的採集要具有實時性;同時系統可以根據不同的加工條件提供不同的參考電壓。
3.檢測的電壓信號要實時的通過模數轉換,為後期的數據處理髮出最初的控制信號。
4.有較高的穩定性和抗干擾能力。在電火花加工中,系統不可避免的會遇到各種干擾,為了保證加工質量,控制系統必須有較高的穩定性和抗干擾能力。
