
普及篇
鋁模板設計都是以施工圖為依據進行設計,由施工圖整理出鋁模板設計所需的深化圖。目前鋁模板施工工藝已趨向成熟,所以現在很多項目鋁模板要求不只是結構上的梁板柱,普遍涉及抹灰企口,防水企口,門洞口下掛梁,小尺寸門垛,止水反坎,滴水線/槽,防火門壓槽,推拉門壓槽以及各種壓槽等。深化圖整理好經項目確認便可進行鋁模板配模。配模過程即按照深化圖所標識的結構裝配相應規格的模板,裝配完成再進行統計,最終設計成果為生產清單,生產圖,打包清單及拼裝圖。
型材篇
鋁模板型材主流為65系列,即框線高度65mm。U板類主流尺寸最大寬度400mm,600mm。還有450mm,500mm等。其它U板尺寸一般為最大寬度50mm遞減。C槽截面100*150以及150*150為優先選用,部分廠家100*100優先選用還有200*200優先選用。
早期還有54系列以及70系列,對應框線高度54mm和70mm。有的最大寬度達900mm。
加固體系篇
鋁模板加固體系主要對拉螺桿加固及對拉片加固兩種。對拉螺桿加固也是靠背楞加固,模板中間加水泥支撐條以保證牆厚,螺桿上的膠杯膠管也起到一定的作用,但是這種加固方式對背楞的設計和施工班組的綜合素質有較高要求。對拉片加固是模板與模板之間開拉片槽,通過銷釘固定對拉片進行加固,背楞只起到保證混凝土成型平整度的作用。
標準構件篇
牆板一種形式區分內/外牆板,即內/外牆板不通用,內牆板高出混凝土面50mm,外牆板齊混凝土面,同樣K板高度也是齊混凝土面;另一種形式不區分內/外牆板,即內/外牆板通用,K板高出混凝土面50mm。高度方向分標準高度加接高板及一板到頂兩種方式。加接類高標板高度主流尺寸2400/2500/2600。樓面C槽轉角一般優先選用截面100或150長度平面,立面固定150或者根據板厚調整,長度400+400以及350+350較為常見,也有不用轉角C槽而一端採用矩形封板的。標準樓面板模板長度1100或者1200居多。龍骨寬度常見100和150兩種,支撐頭主流長度200,中間龍骨主流長度1000,部分廠家選用1100或者其他規格。
配模篇
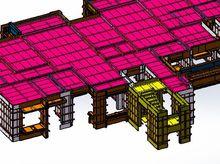
配模主要兩種形式,平面及3D。早期主要為平面配模,即根據深化圖平面結構及高度方向標註尺寸及標高進行配模。僅涉及平面尺寸的例如樓板較為簡單,涉及高度方向的尺寸及位置的例如樓梯以及飄窗等就對設計師的功底及熟練程度要求較高,而且還要求有很好的空間想像能力。另外所配的模板反映到圖紙上為平面的二維線框加標註,外形尺寸及安裝尺寸不能全部體現出來。3D配模就相對較為直觀和簡單,3D配模首先把深化圖由平面翻譯成3D模型,然後再以3D的混凝土模型為基礎進行裝配,也可理解為計算機模擬還原現場拼裝的過程。3D的配模模型及所配的模板均為三維實體,外形尺寸及安裝尺寸(包括銷釘孔、對拉螺栓孔、拉片槽及各種壓槽等)。
軟體篇
人工配模傳統方式使用Autocad。3D配模使用草圖大師、Solidworks等。軟體輔助配模有好多自動配模、半自動配模以及各種基於CAD開發的外掛程式。軟體取代人工是必然的趨勢,但是這個過程可能會很漫長,目前來說配模軟體還是比較雞肋的,簡單的結構自動配模即可完成,人工配模做起來也相對簡單,兩者比較自動配模肯定會節省一部分時間;複雜的節點線條等配模自動配模會出一些問題,還需要人工去審核修改,人工配模則可根據情況靈活處理,這樣比較人工又有一定的優勢。
試拼篇
早期的鋁模板是都要試拼裝的,試拼裝的過程是檢驗設計和生產的過程,甚至有一些對拉螺桿孔開孔及壓槽安裝是在試拼裝過程中完成的。隨著鋁模的日趨成熟,試拼裝這個過程遲早是要省掉的。免掉試拼裝要在保證設計的準確率的基礎上有合理的打包方案,打包方案不合理會讓現場找料浪費很多時間。傳統打包方式為分戶型打包即每戶一包加公共區域一包,這樣的打包方式每包的模板數量都會在兩千件以上,找料自然會很費工。
設計師篇
近期鋁模板井噴,很多新廠到處挖人,設計能力不足也是很多鋁模廠的瓶頸,這樣就導致有很多空降兵,能力也參差不齊。如果在前期籌備及型材構件選型階段,一旦出現考慮不夠全面的狀況後期發現會很難進行補救。還有派企業現有人員參加設計培訓,讓自有人員變為鋁模板設計師。
結語篇
鋁模板的發展勢不可擋,快速發展的過程中也必然會出現各種各樣的問題,尤其是新廠的籌建之初各個環節一定要慎之又慎。
 非著名鋁模設計案例
非著名鋁模設計案例