
簡介
輥道是利用圓筒式的輥子之轉動來輸送軋件的運輸設備。它把軋制生產過程的各個工序互相聯結起來。實現操作機械化,大大改善勞動條件,提高生產效率,為實現自動化操作提供條件。軋制車間輥道重量約占車間設備重量的40~60%。
在帶鋼熱連軋機上使用著許多輥道,它們被分成若干段,每一段輥道或者以獨立的或者以與軋輥同步的速度和方向運送軋件。
為使軋件能夠在輥道中心運行,採用鼓形輥,並且交替地使左右兩邊的水平面稍微傾斜,或者使輥子的軸線與軋件運行方向的交角交替地比直角稍微偏斜一些。
特別是輸出輥道,過去多採用上述方法對中,但是最近有把輥距縮小的傾向,因而採用後一種斜輥布置方式的輥道正在減少。這是為了在軋制薄規格的帶鋼時避免使帶鋼在輥道上因終軋速度高而造成摺疊。此外,對於輥道的速度和輥子直徑也要充分考慮好。
對於中閥輥道,除了要求對中之外,為了進行精軋人口溫度控制,要求軋件能在中間輥道上往復運動,並且為了提高末架粗軋機和精軋機的速度控制精度,以前常用的集體傳動方式正在被單獨傳動方式代替。
分類
按用途分類
輥道按其用途主要有如下幾種類型:
工作輥道
工作輥道靠近工作機座,在工作機座前後將軋件餵入軋機,軋制後接住軋件,又返回送入軋機進行軋制,直到軋成成品後送到下一工序。
工作輥道又分為機架輥道、主要工作輥道和輔助工作輥道。
機架輥道是指裝在工作機座的機架中的少數幾個工作輥。
主要工作輥道緊靠工作機架,它將軋件餵入軋機和接受軋出軋件,因此它是經常參加工作的輥道,故稱主要工作輥道。
軋件長度超過主要工作輥道時,由另一組工作輥道參加工作,這一組輥道叫輔助工作輥道,或稱為延伸輥道。
軋機上的工作輥道又有輸入輥道和輸出輥道之分,在軋件進輥之一方稱為輸入輥道,出輥之一方稱為輸出輥道。即從加熱爐至熱軋機者稱為輸入輥道,從熱軋機至下工序者稱為輸出輥道,在輸出和輸入輥道的兩端延長部分稱為延伸輥道。
輸送輥道
它是專門運輸軋件的輥道,從原料場送到加熱爐或從加熱爐送到軋機,以及用以聯結軋機的各輔助設備的輥道。例如,280011重熱軋機機列的清洗機、翻錠機前後輥道、加熱爐前輥道都稱為輸送輥道。
輸送輥道按工藝流程的方向分為輸入輥道和輸出輥道。
由於輥道占車間設備比重大,名稱繁雜,實際生產部門往往按生產順序分組編號。
其他分類
中間輥道位於拉矯機和切割設備之間,用於支承和輸送鑄坯和輸送引錠桿。拉坯時,中間輥道與拉速同步,送引錠桿時可以用較高的速度。
切割區輥道為切割區四周的輥道,該輥道中有幾個輥子需要升降或擺動,以防止切割時切壞輥子和切割渣粘結輥面。
出坯輥道是切割區輥道之後至冷床之前的輥道,由若干輥子組成,快速將切割後的定火鑄坯輸送至橫移區輥道。
緊接著出坯輥道的是橫移區輥道,該區輥道接受出坯輥道來的鑄坯,將鑄坯輸送至固定擋板之前,由橫移機構將每流鑄坯輸送到冷床或其他區域。
為使鑄坯平穩迅速地運送,有時將這個區的輥道設計成可升降的。輥道按驅動方式可分為集中傳動輥道和單獨傳動輥道兩種。集中傳動輥道由一台電機帶動一組輥子,通過電機一減速機一鏈輪傳動,或者通過電機一減速機~長軸一傘齒輪傳動方式傳動。單獨傳動輥道為一個電機帶動一個輥子。這種輥道結構簡單,操縱靈活,維修方便。根據鑄坯的斷面尺寸計算選擇輥子直徑和輥身長度,切割區後的輥道輥間距取決於定尺長度。切割前輥道速度與拉坯速度一致,切割後要迅速輸送鑄坯,輥道速度一般為20~30m/min。
輥道構造
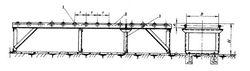
輥道由輥子1、支架2和支柱3組成(如圖)。實際套用時,往往把輥道作成各個標準的直線段和圓弧段,根據需要把若干標準段組合起來,即可獲得各種不同長度和型式的輥道輸送線。
 長輥道構造
長輥道構造輥子
輥子一般採用無縫鋼管制成,也有用鑄鐵管或其他材料製造的,輥子軸固定在支架中。輥子與軸之閥裝有滾動軸零。鑄造車間常用的輥子有三種:輕型(Φ73)、中型(Φ105)和重型(Φ155)。其中前兩種用的較多。輥子的寬度系列為200、300、400、500、650、800、1000和1200。根據使用條件,對於用無縫鋼管制造的輥子,當輥子面不需要加工時,則輥子直徑的系列分別為Φ76、Φ108和Φ159。
支架
支架多用型鋼製成,有焊接和螺栓連線兩種結構。為了通用和便於製造,已把上述三種常用輥子的支架作成具有標準長度的通用構件,在設計時可直接選用。對於Φ73和Φ105輥子所用的支架,分別採用不等邊角鋼焊接而成。角鋼上間隔地開有槽和孔,左右兩邊的槽和孔是相互交錯布置的。用這種支架時,輥子安裝完畢需用鋼絲進行鎖緊(即相鄰3~5個輥子軸用鋼絲串在一起)。輥子Φ155的支架採用槽鋼,輥子軸用壓板和螺栓固定在槽鋼翼緣上。螺栓連線的支架是用長螺栓把兩根型鋼連在一起,型鋼上的圓孔是用來安裝輥子軸的,當支架是在工廠製造現場裝配的條件下,用這種結構便於運輸並能避免運輸過程產生較大的變形。常用標準直線段的長度分別為1000、1500和3000;常用標準轉彎段的角度為30°和90°。當利用標準段組成輥道長度不能滿足需要時,則可參照標準段另行配置。
實際套用時,可以根據具體情況設計所需要的支架,例如把角鋼的邊朝內放置或用鑄造支架等。
支柱
支柱一般採用型鋼焊接而成,上部用螺栓與支架連線,下部用地腳螺栓與地坪固定。按用途支柱可分為對接支柱和中間支柱,兩標準段支架之間採用對接支柱支承,其餘(包括端部)則採用中間支柱支承。支柱的設計一般按受壓柱的穩定性來控制。
輥道的傳動形式
輥道的傳動形式有集體傳動,單獨傳動和空轉輥道三種。
①集體傳動輥道——由一台電動機同時帶動所有的或其中一部分輥子。通常是4~10根輥子。
②單獨傳動輥道——每個輥子或每兩個輥子由一個單獨電動機帶動。
③空轉輥道——通常藉助軋件重力來推動,所以輥道之平面多做成與水平面之間有斜度,以利用重力作用,因此又稱為重力輥道。一般小型軋機的輥道,特別是升降台上的輥道,盡可採用重力輥道而不必採用轉動輥道。有些工作輥道的延長部分也有採用重力輥道的。
但對於大型軋機來說,尤其是熱軋機必須用動力傳動輥道。最多的還是集體傳動式,特別是長度不大而軋件斷面很大時,適宜用集體傳動。
單獨傳動輥道通常用於長距離的軋件的傳送。新式的高速熱軋機及連續式熱軋機一般都採用單獨傳動系統。單獨傳動優點很多,它的製作簡單,由於不需要傳動齒輪及傳動軸,從而大大簡化了輥道的機械結構,使裝拆、檢修和潤滑等問題也都大大簡化了,而且對輥子相互位置之準確度的要求也沒有集體傳動時那樣嚴格。單獨傳動輥道用於負荷較大的軋機也是十分必要的。但單獨傳動輥道的電氣設備比較複雜。
