![軸[機械部件]](/img/7/4bd/nBnauM3X1UjNyADM5YjM5IDN0UTMyITNykTO0EDMwAjMwUzL2IzL2QzLt92YucmbvRWdo5Cd0FmLwE2LvoDc0RHa.jpg "軸[機械部件]")
材料使用
1、碳素鋼35、45、50等優質碳素結構鋼因具有較高的綜合力學性能,套用較多,其中以45鋼用得最為廣泛。為了改善其力學性能,應進行正火或調質處理。不重要或受力較小的軸,則可採用Q235、Q275等碳素結構鋼。2、合金鋼合金鋼具有較高的力學性能,但價格較貴,多用於有特殊要求的軸。例如採用滑動軸承的高速軸,常用20Cr、20CrMnTi等低碳合金結構鋼,經滲碳淬火後可提高軸頸耐磨性;機轉子軸在高溫、高速和重載條件下工作,必須具有良好的高溫力學性能,常採用40CrNi、38CrMoAlA等合金結構鋼。軸的毛坯以鍛件優先、其次是鋼;尺寸較大或結構複雜者可考慮鑄鋼或球墨鑄鐵。例如,用球墨鑄鐵製造曲軸、凸輪軸,具有成本低廉、吸振性較好,對應力集中的敏感性較低、強度較好等優點。軸的力學模型是梁、多數要轉動,因此其應力通常是對稱循環。其可能的失效形式有:疲勞斷裂、過載斷裂、彈性變形過大等。軸上通常要安裝一些帶輪轂的零件,因此大多數軸應作成階梯軸,切削加工量大。
結構分類
結構設計
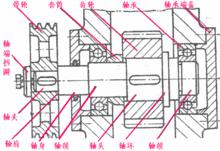 軸的結構
軸的結構軸的結構設計是確定軸的合理外形和全部結構尺寸,為軸設計的重要步驟。它由軸上安裝零件類型、尺寸及其位置、零件的固定方式,載荷的性質、方向、大小及分布情況,軸承的類型與尺寸,軸的毛坯、製造和裝配工藝、安裝及運輸,對軸的變形等因素有關。設計者可根據軸的具體要求進行設計,必要時可做幾個方案進行比較,以便選出設計方案,以下是一般軸結構設計原則:1、節約材料,減輕重量,儘量採用等強度外形尺寸或大的截面係數的截面形狀;2、易於軸上零件精確定位、穩固、裝配、拆卸和調整;3、採用各種減少應力集中和提高強度的結構措施;4、便於加工製造和保證精度。
軸的分類
 軸
軸常見的軸根據軸的結構形狀可分為曲軸、直軸、軟軸、實心軸、空心軸、剛性軸、撓性軸(軟軸)。直軸又可分為:①轉軸,工作時既承受彎矩又承受扭矩,是機械中最常見的軸,如各種減速器中的軸等。②心軸,用來支承轉動零件只承受彎矩而不傳遞扭矩,有些心軸轉動,如鐵路車輛的軸等,有些心軸則不轉動,如支承滑輪的軸等。③傳動軸,主要用來傳遞扭矩而不承受彎矩,如起重機移動機構中的長光軸、汽車的驅動軸等。軸的材料主要採用碳素鋼或合金鋼,也可採用球墨鑄鐵或合金鑄鐵等。軸的工作能力一般取決於強度和剛度,轉速高時還取決於振動穩定性。
用途套用
扭轉剛度
軸的扭轉剛度校核是計算的軸的工作時扭轉變形量,是用每米軸長的扭角 度量的。軸的扭轉變形要影響機器的性能和工作精度,如內燃機凸輪軸的扭轉角過大,會影響氣門的正確啟閉時間;龍門式起重機運動機構傳動軸的扭轉角會影響驅動輪的同步性;對有發生扭轉振動危險的軸以及操縱系統中的軸,都需要有較大的扭轉剛度。
技術要求
1、加工精度1)尺寸精度 軸類零件的尺寸精度主要指軸的直徑尺寸精度和軸長尺寸精度。按使用要求,主要軸頸直徑尺寸精度通常為IT6-IT9級,精密的軸頸也可達IT5級。軸長尺寸通常規定為公稱尺寸,對於階梯軸的各台階長度按使用要求可相應給定公差。2)幾何精度 軸類零件一般是用兩個軸頸支撐在軸承上,這兩個軸頸稱為支撐軸頸,也是軸的裝配基準。除了尺寸精度外,一般還對支撐軸頸的幾何精度(圓度、圓柱度)提出要求。對於一般精度的軸頸,幾何形狀誤差應限制在直徑公差範圍內,要求高時,應在零件圖樣上另行規定其允許的公差值。3)相互位置精度 軸類零件中的配合軸頸(裝配傳動件的軸頸)相對於支撐軸頸間的同軸度是其相互位置精度的普遍要求。通常普通精度的軸,配合精度對支撐軸頸的徑向圓跳動一般為0.01-0.03mm,高精度軸為0.001-0.005mm。此外,相互位置精度還有內外圓柱面的同軸度,軸向定位端面與軸心線的垂直度要求等。2、表面粗糙度根據機械的精密程度,運轉速度的高低,軸類零件表面粗糙度要求也不相同。一般情況下,支撐軸頸的表面粗糙度 Ra值為0.63-0.16 μm ;配合軸頸的表面粗糙度Ra值為2.5-0.63 μ
加工工藝
1、軸類零件的材料
軸類零件材料的選取,主要根據軸的強度、剛度、耐磨性以及製造工藝性而決定,力求經濟合理。常用的軸類零件材料有 35、45、50優質碳素鋼,以45鋼套用最為廣泛。對於受載荷較小或不太重要的軸也可用Q235、Q255等普通碳素鋼。對於受力較大,軸向尺寸、重量受限制或者某些有特殊要求的可採用合金鋼。如40Cr合金鋼可用於中等精度,轉速較高的工作場合,該材料經調質處理後具有較好的綜合力學性能;選用Cr15、65Mn等合金鋼可用於精度較高,工作條件較差的情況,這些材料經調質和表面淬火後其耐磨性、耐疲勞強度性能都較好;若是在高速、重載條件下工作的軸類零件,選用20Cr、20CrMnTi、20Mn2B等低碳鋼或38CrMoA1A滲碳鋼,這些鋼經滲碳淬火或滲氮處理後,不僅有很高的表面硬度,而且其心部強度也大大提高,因此具有良好的耐磨性、抗衝擊韌性和耐疲勞強度的性能。球墨鑄鐵、高強度鑄鐵由於鑄造性能好,且具有減振性能,常在製造外形結構複雜的軸中採用。特別是我國研製的稀土——鎂球墨鑄鐵,抗衝擊韌性好,同時還具有減摩、吸振,對應力集中敏感性小等優點,已被套用於製造汽車、拖拉機、工具機上的重要軸類零件。
2、軸類零件的毛坯
軸類零件的毛坯常見的有型材(圓棒料)和鍛件。大型的,外形結構複雜的軸也可採用鑄件。內燃機中的曲軸一般均採用鑄件毛坯。型材毛坯分熱軋或冷拉棒料,均適合於光滑軸或直徑相差不大的階梯軸。鍛件毛坯經加熱鍛打後,金屬內部纖維組織沿表面分布,因而有較高的抗拉、抗彎及抗扭轉強度,一般用於重要的軸。
加工方法
1、外圓表面的加工方法及加工精度
 軸
軸軸類、套類和盤類零件是具有外圓表面的典型零件。外圓表面常用的機械加工方法有車削、磨削和各種光整加工方法。車削加工是外圓表面最經濟有效的加工方法,但就其經濟精度來說,一般適於作為外圓表面粗加工和半精加工方法;磨削加工是外圓表面主要精加工方法,特別適用於各種高硬度和淬火後的零件精加工;光整加工是精加工後進行的超精密加工方法(如滾壓、拋光、研磨等),適用於某些精度和表面質量要求很高的零件。由於各種加工方法所能達到的經濟加工精度、表面粗糙度、生產率和生產成本各不相同,因此必須根據具體情況,選用合理的加工方法,從而加工出滿足零件圖紙上要求的合格零件。
2、外圓表面的車削加工
(1)外圓車削的形式軸類零件外圓表面的主要加工方法是車削加工。主要的加工形式有:荒車 自由鍛件和大型鑄件的毛坯,加工餘量很大,為了減少毛坯外圓形狀誤差和位置偏差,使後續工序加工餘量均勻,以去除外表面的氧化皮為主的外圓加工,一般切除餘量為單面1-3mm。粗車 中小型鍛、鑄件毛坯一般直接進行粗車。粗車主要切去毛坯大部分餘量(一般車出階梯輪廓),在工藝系統剛度容許的情況下,應選用較大的切削用量以提高生產效率。半精車 一般作為中等精度表面的最終加工工序,也可作為磨削和其它加工工序的預加工。對於精度較高的毛坯,可不經粗車,直接半精車。精車 外圓表面加工的最終加工工序和光整加工前的預加工。精細車 高精度、細粗糙度表面的最終加工工序。適用於有色金屬零件的外圓表面加工,但由於有色金屬不宜磨削,所以可採用精細車代替磨削加工。但是,精細車要求工具機精度高,剛性好,傳動平穩,能微量進給,無爬行現象。車削中採用金剛石或硬質合金刀具,刀具主偏角選大些( 45 o -90 o ),刀具的刀尖圓弧半徑小於0.1-1.0mm,
 軸
軸(2)車削方法的套用
1)普通車削 適用於各種批量的軸類零件外圓加工,套用十分廣泛。單件小批量常採用臥室車床完成車削加工;中批、大批生產則採用自動、半自動車床和專用車床完成車削加工。2)數控車削 適用於單件小批和中批生產。套用愈來愈普遍,其主要優點為柔性好,更換加工零件時設備調整和準備時間短;加工時輔助時間少,可通過最佳化切削參數和適應控制等提高效率;加工質量好,專用工夾具少,相應生產準備成本低;工具機操作技術要求低,不受操作工人的技能、視覺、精神、體力等因素的影響。對於軸類零件,具有以下特徵適宜選用數控車削。結構或形狀複雜,普通加工操作難度大,工時長,加工效率低的零件。加工精度一致性要求較高的零件。切削條件多變的零件,如零件由於形狀特點需要切槽,車孔,車螺紋等,加工中要多次改變切削用量。批量不大,但每批品種多變並有一定複雜程度的零件對帶有鍵槽,徑向孔(含螺釘孔)、端面有分布的孔(含螺釘孔)系的軸類零件,如帶法蘭的軸,帶鍵槽或方頭的軸,還可以在車削加工中心上加工,除了能進行普通數控車削外,零件上的各種槽、孔(含螺釘孔)、面等加工表面也可一併能加工完畢。工序高度集中,其加工效率較普通數控車削更高,加工精度也更為穩定可靠。3)外圓表面的磨削加工用磨具以較高的線速度對工件表面進行加工的方法稱為磨削。磨削加工是一種多刀多刃的高速切削方法,它使用於零件精加工和硬表面的加工。磨削的工藝範圍很廣,可以劃分為粗磨、精磨、細磨及鏡面磨。磨削加工採用的磨具(或磨料)具有顆粒小,硬度高,耐熱性好等特點,因此可以加工較硬的金屬材料和非金屬材料,如淬硬鋼、硬質合金刀具、陶瓷等;加工過程中同時參與切削運動的顆粒多,能切除極薄極細的切屑,因而加工精度高,表面粗糙度值小。磨削加工作為一種精加工方法,在生產中得到廣泛的套用。由於強力磨削的發展,也可直接將毛坯磨削到所需要的尺寸和精度,從而獲得了較高的生產率。
注意問題
磨損原因
 軸
軸軸類磨損是軸使用過程中最為常見的設備問題。軸類出現磨損的原因有很多,但是最主要的原因就是用來製造軸的金屬特性決定的,金屬雖然硬度高,但是退讓性差(變形後無法復原),抗衝擊性能較差,抗疲勞性能差,因此容易造成粘著磨損、磨料磨損、疲勞磨損、微動磨損等,大部分的軸類磨損不易察覺,只有出現機器高溫、跳動幅度大、異響等情況時,才會引起人們的察覺,但是到人們發覺時,大部分軸都已磨損,從而造成機器停機。
針對技術
大型設備軸頭磨損後的修復是一個值得關注的問題。當軸的材質為 45號鋼(調質處理)時,如果僅採用堆焊處理,則會產生焊接內應力,在重載荷或高速運轉的情況下,可能在軸肩處出現裂紋乃至斷裂的現象。如果採用去應力退火,則難於操作,且加工周期長,檢修費用高。當軸的材質為HT200時,採用鑄鐵焊也不理想。國內針對軸類磨損一般採用的是補焊、襄軸套、打麻點等,如果停機時間短又有備件,一般會採用更換新軸,一些維修技術較高的企業會採用電刷鍍、雷射焊、微弧焊甚至冷焊等,這些維修技術需要採購高昂的設備和高薪聘請技術工人,國內一些中小企業一般通過技術較高外協來幫助修復高價值軸,只不過要支付高昂的維修費用和運輸費用。
修復技術
對於以上修復技術,在歐美日韓企業已不太常見,因為傳統技術效果差,而雷射焊、微弧焊等高級修復技術對設備和人員要求高,費用支出大,歐美日韓一般採用的是碳納米聚合物材料技術和納米技術,現場操作,不僅有效提升了維修效率,更是大大降低了維修費用和維修強度。因金屬材質為“常量關係”,雖然強度較高,但抗衝擊性以及退讓性較差,所以長期的運行必造成配合間隙不斷增大造成軸磨損,意識到這種關鍵原因後,歐美新技術研究機構研製的高分子複合材料即具有金屬所要求的強度和硬度,又具有金屬所不具備的退讓性(變數關係),通過“工裝修復”、“部件對應關係”、“機械加工”等工藝,可以最大限度確保修復部位和配合部件的尺寸配合;同時,利用複合材料本身所具有的抗壓、抗彎曲、延展率等綜合優勢,可以有效地吸收外力的衝擊,極大化解和抵消軸承對軸的徑向衝擊力,並避免了間隙出現的可能性,也就避免了設備因間隙增大而造成相對運動的磨損,所以針對軸與軸承的靜配合,複合材料不是靠“硬度”來解決設備磨損的,而是靠改變力的關係來滿足設備的運行要求。
聯軸器
通常軸不能單獨運轉,要使軸能夠正常運轉就必須使用聯軸器。
基本概念
 軸
軸聯軸器屬於機械通用零部件範疇,用來聯接不同機構中的兩根軸(主動軸和從動軸)使之共同鏇轉以傳遞扭矩的機械零件。在高速重載的動力傳動中,有些聯軸器還有緩衝、減振和提高軸系動態性能的作用。聯軸器由兩半部分組成,分別與主動軸和從動軸聯接。一般動力機大都藉助於聯軸器與工作機相聯接,是機械產品軸系傳動最常用的聯接部件。20世紀後期國內外聯軸器產品發展很快,在產品設計時如何從品種甚多、性能各異的各種聯軸器中選用能滿足機器要求的聯軸器,對多數設計人員來講,始終是一個困擾的問題。常用聯軸器有膜片聯軸器 ,鼓形齒式聯軸器,萬向聯軸器,安全聯軸器,彈性聯軸器及蛇形彈簧聯軸器。
主要用途
聯軸器的用途很廣泛,一般情況下只要有電機或減速機就要用聯軸器,大型聯軸器在冶金機械上用的比較多。不同的聯軸器有不同的作用,綜合各種聯軸器的作用如下:一、是把原動機和工作機械的軸聯接起來並傳遞扭矩。二、是可以適當補償兩根軸因製造、安裝等因素造成的徑向軸向和角向誤差。三、安全聯軸器當發生過載時,聯軸器打滑或銷子斷開以保護工作機械。四、彈性聯軸器還有緩衝、減振和提高軸系動態性能的作用
