
特點
衝壓成型加工與其他加工方法相比,無論在技術方面,還是在經濟方面,都具有許多獨特的優點,主要表現在以下幾方面:
(1)尺寸精度由模具來保證,所以加工出來的零件質量穩定、一致性好,具有”一模一樣“的特徵
(2)衝壓成型可以獲得其他加工方法所不能或難以製造的壁薄、質量輕、剛性好、表面質量高、形狀複雜的零件;
(3)材料利用率高,屬於少、無屑加工;
(4)效率高、操作方便,要求的工人技術等級不高;
(5)模具使用壽命長,生產成本低。
但是衝壓成型加工也存在以下缺點:
(1)噪聲和振動大;
(2)模具精度要求高、製造複雜、周期長、製造費用昂貴,因而小批量生產受到限制;
(3)如果零件精度要求過高,衝壓生產難以達到要求。
方法與分類
根據材料的變形特點可將衝壓成型工序分為分離工序和成型工序兩大類。
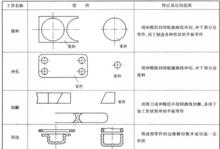
分離工序
分離工序是指使坯料沿.一定的輪廓線分離而獲得一定形狀、尺寸和斷面質量的衝壓件的工序分離序的具體分類及特點見下表。
 衝壓成型
衝壓成型 衝壓成型
衝壓成型成型工序
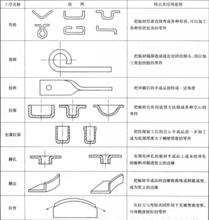
成型工序是指使坯料在不破裂的條件下產生塑性變形而獲得一定形狀和尺寸的衝壓件的工序。成型工序的具體分類及特點見下表。
 衝壓成型
衝壓成型 衝壓成型
衝壓成型金屬材料種類
1)黑色金屬
黑色金屬包括普通碳素結構鋼、優質碳素鋼、合金結構鋼、碳素T具鋼、不鏽鋼、電工矽鋼等。
對於厚度在4mm以下的軋制鋼板,根據相關國家標準規定,鋼板厚度的精度分為A(高級精度)、B(較高級精度)、C(普通精度)三級。
對優質碳素結構冷軋薄鋼板,根據相關國家標準規定,鋼板的表面質量可分為I(特別高級的精整表面)、II(高級的精整表面)、Ⅲ(較高級的精整表面)、IV(普通的精整表面)四組,每組按拉深級別又分為z(最深拉深)、S(深拉深)、P(普通拉深)三級。
2)有色金屬
有色金屬包括銅及銅合金、鋁及鋁合金、鎂合金、鈦合金等。
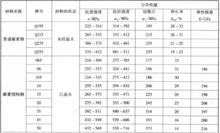
金屬材料性能
衝壓常用金屬材料的力學性能見下表
 衝壓成型
衝壓成型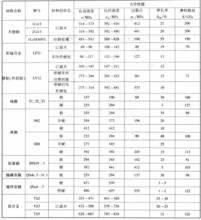 衝壓成型
衝壓成型金屬材料規格
衝壓用材料的形狀有各種規格的板料、帶料和塊料。板料的尺寸較大,一般用於大型零件的衝壓;對於中小型零件,多數是將板料剪裁成條料後使用。帶料(也稱為卷料)有各種規格的寬度,展開長度可達幾千米,適用於大批量生產的自動送料,材料厚度很小時也可做成帶料供應。塊料只用於少數鋼號和價錢昂貴的有色金屬的衝壓。
特殊要求
絕大多數傳統技術可用於不鏽鋼的衝壓成型,但不要忘記,衝壓不鏽鋼所需的力要比衝壓低碳鋼所需的力大60%。顯然,沖床的機架應能承受這么大的力才行。而且,解決劃傷也很關鍵,特別是衝壓不鏽鋼時的高摩擦力和高溫所造成的劃傷。常用的肥皂液或乳化液效果不好。水基衝壓潤滑劑是一種合成物,綜合了多種潤滑成份的優點,從而消除了傳統潤滑產品的不足。IRMCO 潤滑劑是專業的衝壓潤滑劑,針對不同的衝壓工藝,愛美可有著不同系列的產品。主要套用於工件成型過程中的凸模拉延、沖孔、沖裁、彎曲等工藝,可以完成最難的深沖凸模拉延。金屬成型方面--模具,很薄的一層愛美可水基衝壓潤滑劑就可以保護模具,因此潤滑劑用量會減少50%以上,而且避免了用量過多帶來的浪費,還解決了車間整潔問題。模具在衝壓過程中由於摩擦會產生熱,這種高性能的潤滑劑會自動粘著於受熱的關鍵部位,保護模具,平均減少25%的模具拋光停機時間。焊接-組裝,表面沒有油的部件便於焊接和組裝。研究和實踐表明愛美可金屬極惰性氣體電弧焊,鎢極氣體保護電弧焊,電阻焊的套用上都有上佳結果。
回彈處理
套用ThinkDesign的compensator能對鈑件進行快速的補償面的構建,主要通過三種方式:
1、 基於經驗的回彈補償:
2、 基於 CAE 分析結果自動 回彈補償
3、基於測量點雲的回彈補償
