
概述
軸線不在同一平面上的連續三節圓柱管或圓錐管組成的構件稱作蛇形管。這類構件在展開時和彎管類構件相同,可將各節管通過旋轉和平移拼成一個完整的圓柱管或圓錐管,以簡化作圖和節省板料。但由於軸線不在同一平面上,每節管兩端結合線相互間要錯開一個角度,展開時必須按錯心角的大小,令兩條結合線的展開曲線沿圓周方向錯開一段距離才能拼在一起。
在建築科學中,蛇形管(snake tube)是在一個平面內多次迂迴,其形似蛇,彎來彎去的管子。鍋爐的對流受熱面如省煤器、過熱器和再熱器等,通常多採用蛇形管的結構,有水平和垂直兩種布置方式。垂直式蛇形管在停爐後管內易積水,但便於支吊。蛇形管的縱向節距與彎管半徑R有關,R一般不小於外徑的1.5倍,以保證彎管質量。
鍋爐的過熱器、再熱器及省煤器均是採用蛇形管受熱面。這種蛇形管受熱面由於數量多、彎曲半徑不一、焊接接頭多等一系列特點,使‘蛇形管受熱面的製造工藝較複雜,生產率較低。近年來,我國各主要鍋爐廠為了改變這張較落後的生產面貌,在設計和工藝上採取了一系列措施,提高產品零件部件的通用化程度,為蛇形管生產的機械化、自動化和組織自動生產線創造了必要的條件。目前’,我國各主要鍋爐廠對蛇形管受熱面的製造均採用了程式控制的生產自動線。
蛇形管技術參數
 蛇形管的節距
蛇形管的節距一組蛇形管的平行管子數目決定於充分放熱所需的蒸汽(或水)流速,蛇形管的片數和間距則取決於煙氣溫度和流速(如果煙氣溫度較低,間距可選得小一些),因而,通過選擇最佳的外部放熱條件和受熱面尺寸,可以使煙氣速度在整個對流煙道長度上幾乎保持不變。
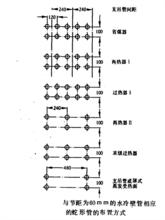
這裡應該注意,管束的水平間距必須是水冷壁管間距的整數倍。以便可按簡單的方式使管束穿過水冷壁,而且也可由按兩倍間距布置的支吊管來支吊蛇形管。例如,設水冷壁管子間距為60mm,在一台直流鍋爐的煙道內蛇形管的節距如右圖所示。
本例支吊管間距為240mm, 因而蛇形管間距應該是240mm和480mm,燃燒室後面第一排蛇形管的間距選擇大一些,有利於防止結大渣而堵塞煙氣通道。
管子垂直間距應儘量小於水平節距。這樣就可以在吹灰時使順煙氣流向的積灰向兩側滑落,而不會積在水平流道內。
 蛇形管的兩種常用支吊結構
蛇形管的兩種常用支吊結構燃用含灰燃料時,鍋爐的蛇形管受熱面高度不應超過2m,否則吹灰器對蛇形管中間部分將不起作用。該參考值在燃用無灰燃料的機紐上雖然不適用,但是從有利於內部蛇形管的檢修角度考慮,其高度亦不宜太大。
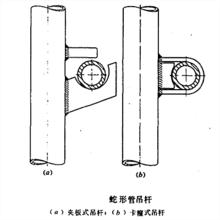
如右圖所示是蛇形管的兩種常用支吊結構。夾板式吊桿僅適用於低溫煙氣或者煙氣成分不會引起高溫省煤器 腐蝕的場合。卡箍式吊桿冷卻效果較好,也可用於較高煙氣溫度範圍。
支吊管和蛇形管之間的固定位置和方式,應該允許彈性補償水冷壁管和支吊管之間以及蛇形管和支吊管之間(例如在彎頭區)的脹差,而不使夾持元件或者管子受到過高的應力載荷。
蛇形管的製造
在板金工作的實踐中,常用各種管料來製造蛇形管。製造蛇形管用手工法和機製法。
用管料製造蛇形管時,不許產生壓坑及管子內徑的縮小;蛇形管應按一定的彎曲半徑勻稱彎曲。
手工製造蛇形管時,是在豎直固定的鋼製滾筒土把管子弄彎的。此時,管內應填塞某種填充材料。彎曲壁厚1公厘以下的管子,用精製松香或鉛作填充材料;壁部較厚的管子,則用仔細烘乾及篩淨的河沙。
 在工具機上製造蛇形管
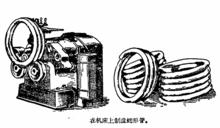
在工具機上製造蛇形管如右圖所示是製造蛇形管的工具機。用這種工具機,可在常溫下不用填充材料彎曲管子;工具機上一套可換導輪,能彎曲各種直徑的管子。為使管子在彎曲時不產生彎形,在橫截面土導輪做有凹坑。
用這種工具機製造蛇形管,須密切注意在彎曲第一圈以後,管頭應及時順蛇形管彎曲方向拉開,而不要碰著將要彎成的管圈。用這種工具機製造蛇形管,不是一下子就達到最後尺寸,而是逐漸地進行,先彎成較大的尺寸。
製造蛇形管時可利用設備,它由一個在軸上轉動的滾筒組成。用這種方法,可在轉動著的滾筒土纏繞長達100公尺的管子。為了使管子容易拿下,滾筒稍有遲拔。
長的蛇形管是由幾節組成的,各節用對頭焊接,帶接管套的對頭釘焊及搭接或喇叭口釘焊等方法進行連線。對接蛇形管的各節時,管端應修銼平整
用帶接管套對接管節時,接管套的長度應不少於管子直徑2.5倍。套在管端土的接管套,從兩端釘焊。
用喇叭口連線管節時,應把某節管子的一端擴大,使另一節管子的一端能夠插進1.5倍直徑的長度。為使釘焊質量良好而堅固,外面管子的一端先行拔緣,使焊料容易進入。釘焊蛇形管管節時,應注意焊料不要掉入管內,制好的蛇形管用空氣吹淨。
