組成
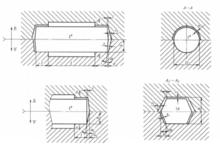
下圖所示為典型的芯頭結構。它包括壓環、防壓環和集砂槽等。它適用於砂型鑄造的金屬模、塑膠模和木模。芯頭可分為垂直芯頭和水平芯頭(包括懸臂式芯頭)兩大類。
 典型芯頭結構
典型芯頭結構參數
芯頭長度
 圖一.水平芯頭
圖一.水平芯頭芯頭長度如上圖1中尺寸l所示。垂直芯頭長度通常稱為芯頭高度,如下圖2中的尺寸h、h。芯頭不應過長或過高。芯頭過長會增加砂箱尺寸,增加填砂量;芯頭過高不便於蓋箱。對於水平芯頭,應考慮砂芯所受金屬液浮力的影響,砂芯越大,芯頭長度也要隨之增大,以使芯頭和鑄型之間有更大的成壓面積;對於垂直芯頭,砂。卷的重量或浮力由垂直芯頭的底部面積來承受。對於直徑小於160mm和長度小於1.0m的中、小型砂芯,水平芯頭長度一般在20~100mm之間。
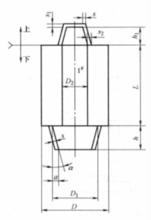 圖二擴大下芯頭的垂直芯頭
圖二擴大下芯頭的垂直芯頭垂直芯頭的高度根據砂芯的總高度和橫截面積確定,一般取5~150mm。確定芯頭高度時應注意以下幾點:
對於細而高的砂芯,上下都應留有芯頭,以免在液體金屬的衝擊下發生偏斜,而下芯頭應該取高一些。
對於粗而矮的砂芯,可不用上芯頭(高度為零),以使造型、合型方便。
對於等截面的或上下對稱的砂芯,為了下芯方便,上、下芯頭可用相同的高度和斜度。而對於需要區分上、下芯頭的砂芯,一般應使下芯頭高度大於上芯頭高度。
1.對於細而高的砂芯,上下都應留有芯頭,以免在液體金屬的衝擊下發生偏斜,而下芯頭應該取高一些。
2.對於粗而矮的砂芯,可不用上芯頭(高度為零),以使造型、合型方便。
3.對於等截面的或上下對稱的砂芯,為了下芯方便,上、下芯頭可用相同的高度和斜度。而對於需要區分上、下芯頭的砂芯,一般應使下芯頭高度大於上芯頭高度。
芯頭斜度
對於垂直芯頭,上、下芯頭都應有斜度,如上圖一中的a和α所示。為合型方便,避免上、下芯頭和鑄型相碰,上芯頭和上芯頭座的斜度應做大一些。對於水平芯頭,在制芯條件允許的情況下,芯頭可不留斜度,但芯座必須留有斜度,至少在端面上要留有斜度,並且上型斜度比下型的大,以免合型時與砂芯相碰。
芯頭間隙
為了下芯方便,芯頭和芯頭座之間應留有間隙,如圖二和圖一中的s、s、s所示。間隙的大小取決於鑄型種類,砂芯的大小、精度,以及芯座本身的精度。
機械造型、制芯的間隙一般較小,而手工造型、制芯的間隙較大。芯頭尺寸越大,間隙越大,一般為0.2~6mm。
壓環、防壓環和集砂槽
1.壓環(壓緊環):在上模樣芯頭上車削一道半圓凹溝(r=2~5mm),造型後在上芯頭上凸起一道環型砂,合型後把砂芯壓緊,避免液體金屬沿間隙鑽入芯頭,堵塞通氣道。
2.防壓環:在水平芯頭靠近模樣的根部,設定高度為0.5~2mm,寬度為5~12mm的凸起圓環,稱為防壓環。造型後,相應部位形成下凹的環狀縫隙,下芯、合型後,它可防止此處砂型被壓塌,從而防止吊砂缺陷。
3.集砂槽:在芯座模樣的邊緣上設一道凸環,造型後砂型內形成環砂槽,稱為集砂槽。一般集砂槽深度為2~5mm,寬度為3~6mm。
面積核算
芯頭承壓面積的核算
為了保證在金屬的最大浮力作用下不超過鑄型的許用壓應力,要求芯頭的承壓面積應足夠大。由於砂芯的強度通常都大於鑄型的強度,故只核算鑄型的許用壓應力即可。芯頭的承壓面積S應滿足的關係為
 芯頭
芯頭式中,F-計算的最大浮力;
k-安全係數,k=1.3~1.5;
[σ]-鑄型的許用壓應力。
對於一般濕型,鑄型的許用壓應力可取40~60kPa,活化膨潤土砂型可取60~100kPa,乾砂型可取0.6~0.8MPa。
如果實際S不滿足上述要求,則芯頭尺寸過小,應適當放大芯頭。在許可的條件下,可附加芯撐,增加芯頭的承壓面積。
相關產品
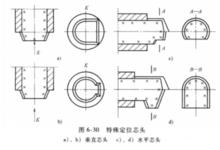
特殊定位芯頭
有的砂芯有特殊的定位要求,如防止砂芯在型內繞軸線轉動,不許軸向位移偏差過大或下芯時搞錯方位,這時就應採用特殊定位芯頭。下圖所示為特殊定位的芯頭。這些芯頭結構都可防止砂芯轉動和下錯方向。圖d所示水平芯頭兼有防止沿軸線移動的作用。
 特殊芯頭
特殊芯頭