
運行原理
背壓式汽輪機發電機組發出的電功率由熱負荷決定,因而不能同時滿足熱、電負荷的需要。背壓式汽輪機一般不單獨裝置,而是和其他凝汽式汽輪機並列運行,由凝汽式汽輪機承擔電負荷的變動,以滿足外界對電負荷的需要。前置式汽輪機的電功率由中、低壓汽輪機所需要的蒸汽量決定。利用調壓器來控制進汽量,以維持其排汽壓力不變;低壓機組則根據電負荷需要來調節本身的進汽量,從而改變前置式汽輪機的排汽量。因此,不能由前置式汽輪機直接根據電負荷大小來控制其進汽量。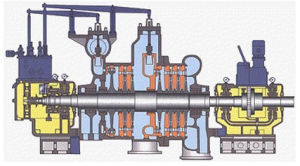 背壓式汽輪機
背壓式汽輪機由於供熱背壓式機組的發電量決定於熱負荷大小,宜用於熱負荷相對穩定的場合,否則應採用調節抽汽式汽輪機。
背壓式汽輪機的排汽壓力高,蒸汽的焓降較小,與排汽壓力很低的凝汽式汽輪機相比,發出同樣的功率,所需蒸汽量為大,因而背壓式汽輪機每單位功率所需的蒸汽量大於凝汽式汽輪機。但是,背壓式汽輪機排汽所含的熱量絕大部分被熱用戶所利用,不存在冷源損失,所以從燃料的熱利用係數來看,背壓式汽輪機裝置的熱效率較凝汽式汽輪機為高。由於背壓式汽輪機可通過較大的蒸汽流量,前幾級可採用尺寸較大的葉片,所以內效率較凝汽式汽輪機的高壓部分為高。
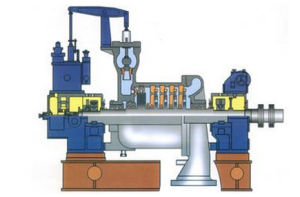
在結構上,背壓式汽輪機與凝汽式汽輪機的高壓部分相似。背壓式汽輪機多採用噴嘴調節配汽方式,以保證在工況變動時效率改變不大。因背壓機常用於熱負荷較穩定的場合,一般採用單列衝動級作為調節級。
常見故障及解決方案
背壓式汽輪機在運行過程中,氣缸由於鑄造缺陷、受應力作用變形、隔板及汽封套或掛耳壓板的膨脹間隙不合適、氣缸密封劑雜質過多、螺栓緊力不足或緊固順序不正確等原因,結合面常會出現變形、滲漏等現象,影響機組的安全運行。背壓式汽輪機滲漏處理方法
針對氣缸變形和泄漏的問題,首先要用長平尺和塞尺檢查汽缸結合面的變形情況,再根據泄漏程度採取不同的解決方法:
1.汽缸變形較大或漏汽嚴重的結合面,採用研刮結合面的方法
 背壓式汽輪機
背壓式汽輪機如果上缸結合面變形在0.05mm範圍內,以上缸結合面為基準面,在下缸結合面塗紅丹或是壓印藍紙,根據痕跡研刮下缸。如果上缸的結合面變形量大,在上缸塗紅丹,用大平尺研出痕跡,把上缸研平。
2.採用適當的汽缸密封材料
因背壓式汽輪機汽缸密封劑還沒有統一的國家標準和行業標準,產品質量參差不齊,在選擇汽輪機汽缸密封劑時,就要選擇產品質量有保證的正規生產廠家,以保證檢修處理後汽缸的嚴密性。現針對高溫環境套用較多的是德國博科思高溫封劑,適用於光滑、平整密封面(對接接頭)的溫度和壓力情況要求高的工況。
3.局部補焊或在氣缸結合面噴塗刷鍍
由於汽缸結合面被蒸汽沖刷或腐蝕出溝痕,選用適當的焊條把溝痕添平,用平板或平尺研出痕跡,研刮焊道和結合面在同一平面內。當汽缸結合面大面積漏汽,間隙在0.50mm左右時,為了減少研刮的工作量,可用塗鍍的工藝。
4.結合面加墊的方法
如果結合面的局部間隙泄漏不是很大,可用80—100目的銅網經熱處理使其硬度降低,然後剪成適當的形狀,鋪在結合面的漏汽處,再配以汽缸密封劑。
5.控制螺栓應力的方法
如果汽缸結合面的變形較小,而且很均勻,可在有間隙處更換新的螺栓,或是適當的加大螺栓的預緊力。按從中間向兩邊同時緊固,也就是從垂弧最大處或是受力變形最大的地方緊固螺栓。
 背壓式汽輪機
背壓式汽輪機6.高分子複合材料修複方法
由於補焊及刷鍍都有較大弊端,容易造成部件彎曲或變形,刷鍍則受厚度限制,容易脫落。目前西方國家針對背壓式汽輪機滲漏問題多套用高分子複合材料修復,其具有超強粘著力及優異抗壓強度,試用於現場快速維修。現套用最為成熟的是美嘉華技術,在國內企業也逐步取代傳統方法。
