
簡介
縮呢機有輕型和重型兩種,均由縮呢輥、壓縮箱、加壓裝置、縮幅輥、儲液箱、蒸汽加熱器和傳動機構等組成。通常鹼性縮呢溫度為35~40℃,酸性縮呢溫度近50℃。
織物長度控制設計
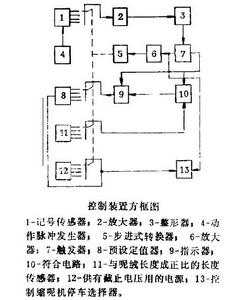 控制裝置方框圖
控制裝置方框圖呢絨的質量關係到工藝控制等一系列因素,而主要取決於縮呢過程中長度的控制。控制20~50米長的濕呢絨是很困難的。
蘇聯拉脫維亞輕工業科學研究院研製了一種在縮呢過程中能自動控制匹頭呢絨長度的裝置。右圖為採用步進式轉換器的控制裝置方框圖。
該裝置包括下列元件:記號感測器1(循環迴轉器),它由感應線圈和縫在被縮呢絨匹上與其相作用的磁性記號組成,放大器2;整形器3,動作脈衝發生器4(接在未加工呢絨的記號感測器上);由觸發器7經放大器6控制的步進式轉換器5,預設定值器8和指示器9,符合電路10,送出脈衝數與呢絨長度成正比的長度感測器11,供截止電壓用的電源12,控制縮呢機停車的選擇器13。
縮呢時,通過放大器2和整形器3,把由觸發器7控制的轉換器5從記號感測器l中的一個感應線圈接到控制觸發器7上。當第一個磁性記號通過時,這個線圈即產生一個脈衝。使觸發器7翻轉並使十進制計數指示器置零(即原始位置)。符合電路動作,由長度感測器1發出的脈衝數送入指示器9。當第二個記號通過時(布環轉一周時),觸發器經過記號感測器1把脈衝送到選擇器13的一個輸入端,符合電路閉鎖並在指示器9中讀出被控制呢絨的長度。同時,轉換器5動作,它把下一個感應線圈接到觸發器7,控制過程重複進行。
加壓裝置的改造
國產No62型縮呢機縮箱加壓裝置是螺旋固定式,其缺點是螺旋固定了縮箱壓板,限制了壓扳上下輕微移動,無法自行凋節壓力。當箱內呢量增多或減少時,壓板不能隨之移動,造成縮箱壓力大小不均,縮呢摺痕和破洞現象經常出現。另外,螺距太短,限制了壓板的上下移動幅度,對重縮產品,壓板下移幅度小,縮箱壓板無法施加足夠壓力,延長了縮呢時間,常出現超輕超重現象,使產品達不到設計要求。
根據縮呢的工藝要求和縮呢機的特點,對縮呢機的加壓裝置進行了改造,把原來的螺旋固定式,改為拉板彈簧式。改造後的縮呢機加大了縮箱壓板的上下移動幅度,保證了縮箱壓板壓力。
