分類
預縮設備種類很多,但就其主要工作部分而言,結構和原理相差不多。從彈性材料上看,主要可分為橡膠毯預縮機和呢毯式預縮機兩大類。
三輥橡膠毯預縮機
三輥橡膠毯預縮機主要由進布裝置、三輥橡膠毯預縮裝置、出布裝置等構成。熱承壓輥可用蒸汽加熱,能升降調節,彈性材料為合成橡膠。該設備結構簡單,生產線短,造價低。織物經預縮整理後,回縮穩定性較差。該機與呢毯定形裝置混合使用效果較佳。
呢毯式機械預縮機
呢毯式機械預縮機由進布裝置、蒸汽給濕裝置、小布鐵拉幅裝置、呢毯、電熱靴、呢毯及烘於大烘筒等構成。該機裝有兩組呢毯電熱預縮機構,可根據工藝需要對織物進行一次預縮或連續兩次預縮加工。
工藝流程
織物預縮整理工藝流程因選用設備的不同而不同。
1、簡式預縮機:進布→蒸汽給濕→橡膠毯預縮→烘筒松式烘於→落布。
2、普通三輥預縮機:進布→噴霧給濕→小布鋏拉幅定幅→橡膠毯預縮→呢毯烘乾→落布。
3、預縮整理聯合機:平幅進布→噴霧給濕→容布箱堆置→橡膠毯預縮→昵毯烘乾→落布。
工作原理
 工作原理
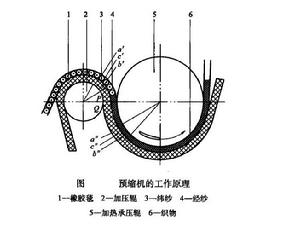
工作原理橡膠是一種具有很強伸縮特性的彈性物體。當橡膠 帶彎曲時,彎曲的外側面變長,內側面變短。利用橡膠帶的這種特性,如圖所示,設計-條環狀無縫厚橡膠毯,在加熱的承壓輥和加壓輥之間運行的橡膠毯產生的變形使其中間的織物也隨之產生變形,從而實現預縮的目的。在加壓點P之前,橡膠毯的外側b'伸長,而內側a'收縮;出加壓點P之後,原來伸長的b’收縮為b",而原來收縮的a'伸長為a",橡膠毯的中心層c(c'、c")理論上保持不變。當加壓輥在P點加壓時,PQ弧段橡膠毯處於劇烈收縮階段,而橡膠毯出Q點之後,開始恢復彈性。緊貼在橡膠毯表面上的織物在濕、熱作用下,從P點引人之後,隨著橡膠毯的加壓變形至恢復原狀而被迫進行收縮,必然會縮減織物經向原有長度。
預縮率
影響織物預縮率的因素是綜合性的,它與橡膠毯性能、加壓壓力大小、承壓輥直徑及織物穿布路線等因素有關。
結構組成
 結構組成
結構組成預縮機的結構如圖所示,主要由給 濕裝置、預縮單元及進出布裝置等組成。
給濕裝置
採用的給濕裝置主要有噴霧給濕、汽蒸給濕等形式。
小布鐵拉幅裝置
設定小布鋏拉幅裝置,其目的是使給濕後的織物經拉幅達到工藝所要求的幅寬,然後較平整、無折皺地進入三輥橡膠毯預縮裝置,同時亦能調整織物進橡膠毯的速度和織物經緯向的張力。
三輥橡膠毯預縮裝置
三輥橡膠毯預縮裝置是預縮機的核心單元,主要由承壓輥、出布張力調節輥、固定輥、橡膠毯、橡膠毯磨削輥橡膠毯冷卻裝置等組成。
呢毯整理裝置
呢毯整理是為了確保織物烘千、改善預縮後織物的手感,消除織物表面的極光,保證下機織物的縮水穩定性。呢毯整理單元主要由呢毯大烘筒、呢毯小烘筒、呢毯呢毯張緊裝置、呢毯整理裝置等組成。
