
縫焊機的分類及組成
縫焊機是工件置於滾輪電極之間或滾輪電極與條狀電極之間,連續或斷續地滾壓,間歇或連續施加電流,形成線狀焊縫的電阻焊機。
縫焊機可根據滾輪電極的轉動方式,分為連續縫焊機和步進縫焊機;根據焊縫與電極臂之間的關係,分為橫向縫焊機、縱向縫焊機和萬能縫焊機。
1、橫向縫焊機
形成的焊縫與電極臂垂直。這類焊機滾輪電極的轉動軸與電極臂平行,見下圖,主要用來焊接水平工件的長焊縫以及圓周環形焊縫。
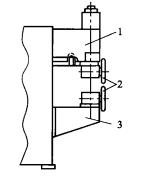 橫向縫焊機
橫向縫焊機2、縱向縫焊機
形成的焊縫與電極臂平行。這類焊機滾輪電極的轉動軸與電極臂垂直,主要用於焊接水平工件的短焊縫以及圓筒形容器的縱向直縫。
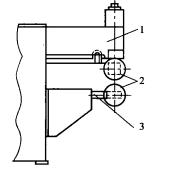 縱向縫焊機
縱向縫焊機3、萬能縫焊機
即縱、橫兩用焊機。縫焊機一般由機身、加壓機構、傳動機構、阻焊變壓器、功率調節機構、焊接迴路,見除了電極和傳動機構以外,其他部分與點焊機基本相似。
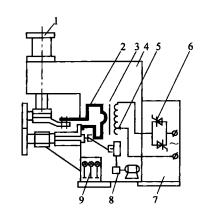 萬能縫焊機
萬能縫焊機縫焊機傳動機構的主要功能是獲得需要的焊接速度,其中某些零部件(如縫焊機機頭)還擔負傳遞焊接壓力和焊接電流的任務。傳動機構有上電極主動、下電極主動和上、下電極皆主動三種類型。橫向縫焊機通常是下電極主動,縱向縫焊機和萬能縫焊一般為上電極主動,焊接鍍層鋼板的縫焊機常採用上下電極皆主動的傳動機構。
原理與方法
工作原理
縫焊接頭形成過程(斷續)縫焊時,每一焊點同樣要經過預壓、通電加熱和冷卻結晶三個階段。但由於縫焊時滾輪電極與焊件間相對位置的迅速變化,使此三階段不像點焊時區分的那樣明顯。可以認為: 1) 在滾輪電極直接壓緊下,正被通電加熱的金屬,系處於“通電加熱階段”。 2) 即將進入滾輪電極下面的鄰近金屬,受到一定的預熱和滾輪電極部分壓力作用,系處在“預壓階段”。 3) 剛從滾輪電極下面出來的鄰近金屬,一方面開始冷卻,同時尚受到滾輪電極部分壓力作用,系處在“冷卻結晶階段”。因此,正處於滾輪電極下的焊接區和鄰近它的兩邊金屬材料,在同一時刻將分別處於不同階段。而對於焊縫上的任一焊點來說,從滾輪下通過的過程也就是經歷“預壓—通電加熱—冷卻結晶”三階段的過程。由於該過程是在動態下進行的,預壓和冷卻結晶階段時的壓力作用不夠充分,應使縫焊接頭質量一般比點焊時差,易出現裂紋、縮孔等缺陷。
工作方法
根據滾輪電極鏇轉(焊件移動)與焊接電流通過(通電)的機—電配合方式,可分為以下三種。
連續縫焊
滾輪電極連續鏇轉,焊件等速移動,焊接電流連續通過,每半周形成一個焊點。焊速可達10~20m/min 由於焊縫表面質量較差,實際套用有限
斷續縫焊
焊件連續等速移動,焊接電流斷續通過,每“通—斷”一次形成一個焊點。根據板厚焊速可達0.5~4.3m/min 套用廣泛,主要生產黑色金屬的氣、水、油密封焊縫
步進縫焊
焊件斷續移動,焊接電流在焊件靜止時通過,每“通—移”一次形成一個焊點,並可施加鍛壓力。接頭形成與點焊極為近似。焊速較低,一般僅達0.2~0.6m/min 僅用於製造鋁合金及鎂合金等高密封焊縫
縫焊特點
1) 縫焊與點焊一樣是熱—機械(力)聯合作用的焊接過程。相比較而言,其機械(力)的作用在焊接過程中是不充分的(步進縫焊除外),焊接速度越快表現越明顯。
2) 縫焊焊縫是由相互搭接一部分的焊點所組成,因此焊接時的分流要比點焊嚴重的多,這給高電導率鋁合金及鎂合金的厚板焊接帶來困難。
3) 滾輪電極表面易發生粘損而使焊縫表面質量變壞,因此對電極的修整是一個特別值得注意的問題。
4) 由於縫焊焊縫的截面積通常是母材縱載面積的2倍以上(板越薄這個比率越大),破壞必然發生在母材熱影響區。因此,對縫焊結構很少強調接頭強度,主要要求其具有良好的密封性和耐蝕性。
產品套用
縫焊機廣泛套用於油桶、罐頭罐、暖氣片、飛機和汽車油箱,以及噴氣發動機、火箭、飛彈中密封容器的薄板焊接。
