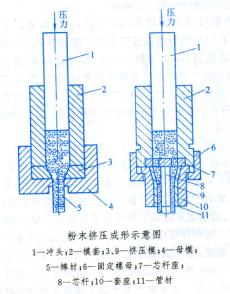
依靠沖頭的壓力,將壓模中的金屬粉末通過與其製品橫截面尺寸和形狀相同的擠壓模而擠成緻密棒材或零件的粉末成形方法(圖示為粉末擠壓棒材和管材成形示意圖)。在擠壓過程中,壓模中的金屬粉末除受到沖頭的正壓力外,還受到模壁的側壓力和摩擦力的作用。隨著沖頭的向下移動,壓模中的粉末被逐漸壓實,最後通過擠壓模擠出。
方式擠壓可在常溫(冷擠)和高溫(熱擠)下進行,一般有兩種擠壓方案:一種是擠壓多孔毛坯;另一種是直接擠壓粉末,但成形前粉末內須加入一定量的粘結劑。通常採用的粘結劑有石蠟、澱粉糨糊、酚醛樹脂和聚乙烯醇等,加入量為6%~10%。擠壓成形壓力一般為0.3~O.5Pa,擠壓速度為2~10mm/s。粉末擠壓通常是在加熱狀態下進行的,但有時在較高溫度下擠壓某些金屬時,如鋁粉在4。O~600~C、銅粉在800~900cC、鎳粉在ii00~1200C等,粉末內可加入增塑劑。對化學性能比較活潑的金屬如鈹、鋯和鈦等的粉末,擠壓須在保護氣氛中進行或採用金屬包套,所製取的鈹、釷、鋯以及以其為基的各種成分粉末棒材和其他型材在核動力工程中得到廣泛的套用。
