
簡介
正確的合理地選用硬質合金鋸片對於提高產品質量、縮短加工周期、減少加工成本具有重要的意義。
 硬質合金鋸片
硬質合金鋸片鋸片的選擇
硬質合金種類的選擇
硬質合金常用的種類有鎢鈷類(代號YG)、鎢鈦類(代號YT)。由於鎢鈷類的硬質合金抗衝擊性較好,在木材加工行業中使用更為廣泛。木材加工中常用的型號為YG8-YG15,YG後面的數字表示鈷含量的百分數,鈷含量增加,合金的抗衝擊韌性和抗彎強度有所提高,但硬度和耐磨性卻有所下降,要根據實際情況加以選用。
基體的選擇
1. 65Mn彈簧鋼彈性及塑性好,材料經濟,熱處理淬透性好,其受熱溫度低,易變形可用於要求切削要求不高的鋸片。
2. 碳素工具鋼含碳高導熱率高,但受200℃-250℃溫度時其硬度和耐磨性急劇下降,熱處理變形大,淬透性差,回火時間長易開裂。為刀具製造經濟材料如T8A、T10A、T12A等。
3. 合金工具鋼與碳素工具鋼相比,耐熱性,耐磨性好,處理性能較好,耐熱變形溫度在300℃-400℃適宜製造高檔合金圓鋸片。
4. 高速工具鋼具有良好淬透性,硬度及剛性強,耐熱變形少,屬超高強度鋼,熱塑性穩定適宜製造高檔超薄鋸片。
直徑的選擇
鋸片直徑與所用的鋸切設備以及鋸切工件的厚度有關。鋸片直徑小,切削速度相對比較低;鋸片直徑大對鋸片和鋸切設備要求就要高,同時鋸切效率也高。鋸片的外徑根據不同的圓鋸機機型選擇使用直徑相符的鋸片。
標準件的直徑有:110MM(4寸)、150MM(6寸)、180MM(7寸)、200MM(8寸)、230MM(9寸)、250MM(10寸)、300MM(12寸)、350MM(14寸)、400MM(16寸)、450MM(18寸)、500MM(20寸)等,精密裁板鋸的底槽鋸片多設計為120MM。
齒數的選擇
鋸齒的齒數,一般來說齒數越多,在單位時間內切削的刃口越多,切削性能越好,但切削齒數多需用硬質合金數量多,鋸片的價格就高,但鋸齒過密,齒間的容屑量變小,容易引起鋸片發熱;另外鋸齒過多,當進給量配合不當的話,每齒的削量很少,會加劇刃口與工件的磨擦,影響刀刃的使用壽命。通常齒間距在15-25mm,應根據鋸切的材料選擇合理的齒數。
厚度的選擇
鋸片的厚度從理論上我們希望鋸片越薄越好,鋸縫實際上是一種消耗。合金鋸片基體的材料和製造鋸片的工藝決定了鋸片的厚度,厚度過薄,鋸片工作時容易晃動,影響切削的效果。選擇鋸片厚度時應從鋸片工作的穩定性以及鋸切的材料去考慮。有些特殊用途的材料要求的厚度也是特定的,應該按設備要求使用,如開槽鋸片、劃線鋸片等。
齒形的選擇
常用的齒形有左右齒(交替齒)、平齒、梯平齒(高低齒)、倒梯形齒(倒錐形齒)、燕尾齒(駝峰齒)、以及並不多見的工業級的三左一右、左右左右平齒等。
1. 左右齒運用最為廣泛,切削速度快,修磨相對簡單。適用於開料和橫鋸各種軟、硬實木型材和密度板、多層板、刨花板等。裝有防反彈力保護齒的左右齒即為燕尾齒,適用於縱向切割各種有樹節的板材;帶有負前角的左右齒鋸片由於鋸齒鋒利、鋸切質量好,通常用於貼面板的鋸切。
2. 平齒鋸口較粗糙,切削速度較慢,修磨最為簡單。主要用於普通木材的鋸切,成本較低,多用於直徑較小的鋁用鋸片,以保持切削時減少粘連,或用於開槽鋸片以保持槽底平整。
3. 梯平齒是梯形齒和平齒的組合,修磨比較複雜,鋸切時可減少貼面崩裂現象,適用於各種單雙貼面人造板、防火板的鋸切。鋁用鋸片為了防止粘連也多用梯平齒的齒數較多的鋸片。
4. 倒梯齒常用於裁板鋸底槽鋸片中,在鋸切雙貼面的人造板時,槽鋸調整厚度完成底面的開槽加工,再由主鋸完成板材的鋸切加工,以防止鋸口出現崩邊現象。
5. 齒形的示例圖片如下:
| 1、左右齒形 | 交替齒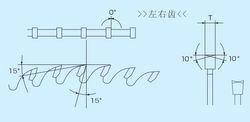 硬質合金鋸片 硬質合金鋸片 |
| 2、梯平齒 | 梯平齒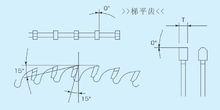 硬質合金鋸片 硬質合金鋸片 |
| 3、燕尾齒 | 防反彈燕尾齒 硬質合金鋸片 硬質合金鋸片 |
| 4、平齒、倒梯齒 | 其他齒形 硬質合金鋸片 硬質合金鋸片 |
綜上所述,鋸切實木、刨花板、中密板應選左右齒,能銳利地將木纖維組織切斷,切口平滑;為了保持槽底平整的開槽,則用平齒齒形或者用左右平組合齒;鋸切貼面板、防火板一般選擇梯平齒,電腦開料鋸由於鋸切切率大,用的合金鋸片直徑和厚度都比較大,直徑在350-450mm左右,厚度在4.0-4.8mm之間,多數採用梯平齒,以減少崩邊、鋸痕。
鋸齒角度的選擇
鋸齒部分的角度參數比較複雜,也最為專業,而正確選擇鋸片的角度參數是決定鋸切質量的關鍵。最主要的角度參數是前角、后角、楔角。
前角主要影響鋸切木屑所消耗的力。前角越大鋸齒切削銳度越好,鋸切越輕便,推料越省力。一般被加工材料材質較軟時,選較大的前角,反之則選較小的前角。
鋸齒的角度就是鋸齒在切削時的位置。鋸齒的角度影響著切削的性能效果。對切削影響最大的是前角γ、后角α、楔角β。前角γ是鋸齒的切入角,前角越大切削越輕快,前角一般在10-15℃之間。后角是鋸齒與已加工表面的之間的夾角,其作用是防止鋸齒與已加工表面發生摩擦,后角越大則摩擦越小,加工的產品越光潔。硬質合金鋸片的后角一般取值15℃。楔角是由前角和后角派生出來的。但楔角不能過小,它起著保持據齒的強度、散熱性、耐用度的作用。前角γ、后角α、楔角β三者之和等於90℃。
孔徑的選擇
孔徑是相對簡單的參數,主要是根據設備的要求選擇,但為了保持鋸片的穩定性,250MM以上的鋸片最好選用孔徑較大的設備。目前國內設計的標準件的孔徑,120MM及以下直徑多為20MM孔,120-230MM多為25.4MM孔,250以上多為30孔徑,部分進口設備也有15.875MM孔的,多片鋸機械孔徑相對複雜,多設有鍵槽以保證穩定性。無論孔徑大小,都可以通過車床或線切割機進行改造,車床可以車墊圈套在大孔徑內,線切割機可以擴孔為設備所需要求。
合金刀頭的種類、基體的材質、直徑、齒數、厚度、齒形、角度、孔徑等一系列參數組合成硬合金鋸片的整體,要合理選擇和搭配才能更好地發揮它的優勢。
鋸片說明
由於主要的材料由鎢鋼組成,所以也稱為鎢鋼鋸片。
硬質合金鋸片包含合金刀頭的種類、基體的材質、直徑、齒數、厚度、齒形、角度、孔徑等多個參數,這些參數決定著鋸片的加工能力和切削性能。選擇鋸片時要根據鋸切材料的種類、厚度、鋸切的速度、鋸切的方向、送料速度、鋸路寬度需要正確選用鋸片。
鋸片的使用與維護
硬質合金作為現代工業的牙齒,用途十分廣泛。按照具體使用情況和切削環境,選擇不同牌號生產的硬質合金刀片切削性能也不同。硬質合金圓鋸片銑刀適用於切割合金結構鋼,滲碳鋼,高速鋼,彈簧鋼等硬質合金材料,以及各種鋁材。硬質合金劇片使用維護注意如下:
1.硬質合金鋸片銑刀採用整體硬質合金精緻而成,有鋒利且敏感的刃口,因此在鋸片的移動、安裝及拆卸過程中,必須小心保護合金頭免受損傷。1.硬質合金圓盤鋸片的合金頭具有鋒利且敏感的刃口,因此在鋸片的移動、安裝及拆卸過程中,必須小心保護合金頭免受損傷。
2.定期檢查機器主軸的徑向跳動(±0.02mm),以及擺幅(±0.01mm)。
3.鋸片安裝前必須清除主軸及法蘭盤上的雜物。法蘭盤表面應平整、乾淨與軸相互垂直相交。
4.使用儘可能最大的法蘭盤能使鋸片的運轉更加平穩,法蘭盤大小要一致,法蘭盤大小為鋸片直徑1/3鋸切效果更佳。
5.鋸片在安裝平穩後應空轉30秒,在確定一切正常後再開始切削工作。
6.鋸片在安裝時法蘭盤螺母一定要鬆緊適中,過松鋸片在鏇轉切削時將會打滑,過緊鋸片會有內傷或變形影響切削效果。
7.鋸片在切削前操作者必須帶好防護用品(防護眼鏡、防塵口罩、安全帽、防護手套)並檢查鋸機防護罩是否完好。
8.必須經常性清除聚集在鋸齒及鋸板側面的樹脂、碎屑等雜物,因為粘著物不斷累計,會增大阻力,造成高耗能(極端情況下,會造成機器馬達的燒毀)以及粗糙的切削質量。如果同時刃口較鈍,就有可能造成鋸齒的損傷。
9.清洗時應避免使用腐蝕性溶劑,鋸片長時間不使用時,應清洗刃磨,打油作防鏽處理後,放在原裝的紙盒內再妥善放置。
套用
1. 套用:切割木材、鋁型材等
2. 配合電動工具:電鋸、型材切割機。
3. 分類:
1)木材用的硬質合金鋸片:主要用於切割木材,其齒型為斜齒,並以左右兩邊排列,所以這種齒型叫“左右齒”,又叫“XYX齒”。
2)鋁型材用的硬質合金鋸片:主要用用切割鋁材,其齒型為平齒,前後兩個齒是平行排列的,所以這種齒型叫“平齒”,又叫“TP齒”。
