
簡介
軋件從軋輥間出來後,往往有些彎,在冷卻和運輸過程中,也會產生彎曲變形和翹曲。為了得到較平的鋼板,所以需經矯正機矯平。
矯正機分別布置在主軋機和常化爐後面。軋制和熱處理後的鋼板,由輥道輸送到矯正機進行矯正。矯正溫度一般在650℃至800℃之間。矯正的道次,根據鋼板的厚度和變形的大小來決定,一般矯3~5道。鋼板厚,變形小,則矯正道次少。鋼板薄,變形大,則矯正道次多。
當鋼板進入矯正機後,上、下工作輥對鋼板的單位作用力,超過鋼板在該狀態的屈服應力,使鋼板在矯正過程中,產生塑性變形和彈性變形,經過多次的反覆彎曲,消除了鋼板原有的不平度,得到較平的鋼板。矯直鋼板時,矯直輥內通水冷卻。
特點
1、矯正輪使用實心軸承鋼,高頻熱處理後研磨、鍍硬鉻,經本機矯正後光滑平順無壓痕,不損材料表面
2、本機可單獨使用,同時可配合MT型、MTD型自動送料架一併使用,效果良好
3、本機採用大型氣缸壓料,矯正調節採用同步蝸輪、蝸桿調節。手柄轉動一圈,矯正上輪僅下降1mm可作精細的調整
4、高剛性機械結構,大馬力的輸出。可作高速穩定的送料,提高生產效率,延長設備使用年限.
多輥鋼板矯正機
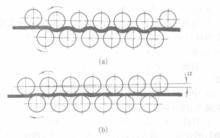
多輥鋼板矯正機,可使鋼板反覆彎曲,達到矯平的目的,鋼板的彎曲是通過一系列軸輥來實現的。根據軸輥的排列形式,鋼板矯正機分上、下排軸輥平行式和不平行式兩種,如下圖。
 多輥鋼板矯正機
多輥鋼板矯正機1、工作原理
兩排軸輥之間的間隙可由專門機構調整,一般取間隙的數值略小於鋼板的厚度,這樣才能使鋼板通過時,受到相反方向的多次交變彎曲,使其內應力超過材料的屈服強度,使鋼板得到矯平。
矯正薄鋼板用的矯正機,軸輥的數目要多,軸輥的直徑要小;反之,矯正厚鋼板時,軸輥的數目要少,軸輥的直徑要大。這是因為鋼板越薄越富有彈性,需要在矯正過程中,通過更多的軸輥,產生更多的波浪變形來克服彈性,達到矯正的目的。
未經矯正的鋼板,是由於內部組織不均勻,以及其他方面的原因而產生凸凹不平的。當鋼板通過軸輥滾壓,而產生波浪變形的時候,其內部組織結構得到了重新調整,組織均受到一定的拉伸,排列也更加均勻。因此,板料通過波浪形的輥軋以後變為平整狀態。這就是多輥鋼板矯正機矯平鋼板的工作原理。
2、使用注意事項
多輥鋼板矯正機的使用要點是:
①鋼板進口處上下軸輥間的距離,要比鋼板厚度略小。具體數值視材料的性質和變形程度來定,板料較薄或材料的屈服強度較大,則上下軸輥間的距離應近一些。
②鋼板出口處上下軸輥之間的距離,應與所矯鋼板的厚度相等。
③中間部分上下軸輥間的距離,要根據進、出口上下軸輥間的距離差,按比例分排,呈現一個適當的傾角。
④對進入矯正機的鋼板,要求表面要清潔、無污物。尤其是氣割後的殘渣、毛刺或電焊後的疤痕、焊痘等,都應剷平磨光,以免硌傷軸輥和硌傷所矯的鋼板。
操作規程
1、清理設備,將阻礙設備和H—型鋼運行的一切雜物清除,特別要將阻礙型鋼行走的焊縫打磨掉。
2、根據被矯正H型鋼翼緣板的寬度和厚度調整好上機架的各相關位置,使孔道能夠滿足該H型鋼範圍的需要。注意:當翼源板厚度超過25mm時,一般需要往返矯正多次(每次在1~2mm之間)。
3、將矯正機進行空運轉,各傳動部件必須運行平穩,無卡阻,過熱等異常現象。
4、將H型鋼的端部送入矯正機,停止主傳動輥的運行,根據翼板的厚度及其變形量來啟動下壓電機,調整好一次性的下壓量。
5、根據腹板的厚度,翼板的寬度以及長度方向的縱的變形量來調節導向輥的位置,確保導向輥不受過大的軸向力。
6、矯正孔道以及導向輥調節好後,啟動主傳動輥,H型鋼在該孔道內行走,即可矯正其翼緣板的變形。
7、設備在工作時,必須嚴格注意安全,如發生故障,應該立即停車進行檢查,排除故障後才可再工作。
維修保養
1、經常檢查各個運動部件和固定件結合處,若發現異常現象,則做好緊固工作。
2、本機只能矯正翼緣板焊變形,不能矯正腹板與翼緣板的垂直度以及H型鋼的直線度。
3、機器在運行工作過程中,絕對不能啟動壓下裝置。
4、工作過程中,進出料口處不得站人,以避免H型鋼撞傷。
5、工作的起吊翻轉過程不能在軌道上進行,避免工件滑落,損壞設備。
6、擺線針輪減速器初次使用一個月後,應換油。以後每半年更換一次。
