產品分類
 樣品
樣品1.皺紋衛生紙按質量分為A、B、C、D、E等品。
2.皺紋衛生紙可分為小捲筒和平切兩種型式。
技術要求
1.皺紋衛生紙的技術指標應該符合表1的規定。
2.按供需雙方協定,可生產其它定量的皺紋衛生紙,抗張強度和柔軟度指標按插入法換算。
3.小捲筒紙的卷高、卷重,平切紙的幅長、幅寬、包裝重量,均應按訂貨契約規定。小捲筒紙的卷高尺寸偏差不得超過±2mm,偏斜度不超過2mm;捲紙重量負偏差不大於4%。平切紙幅長、幅寬規格尺寸偏差不超過±3mm,,偏斜度不超過3mm,平切紙包裝重量負偏差不大於4%。
4.A、B等品皺紋衛生紙一般為雙層。根據用戶要求可生產其它層數的紙,其指標應符合表1規定。
5.可生產各種顏色的皺紋衛生紙,每批色澤不許有顯著差別。
6.A、B等品小捲筒紙應打針孔,其節距可為135mm,140mm等,偏差±3mm,打孔應清晰、易斷、整齊。
7.紙張皺紋應均勻、細膩。A、B等品皺紋衛生紙在同一紙幅內縱向不許有條形粗紋。
8.紙面不許有明顯塵埃(或符合訂貨契約的具體規定)、死褶、硬質塊、生草筋等紙病或雜質,不許有掉毛、掉粉、掉色現象。
9.皺紋衛生紙不得採用垃圾紙等含有病源微生物及有害物質的原料。
10.有下列情況者可列為二等品。但不得同時超過兩項。
a)定量超過允許偏差2g/m2以內者;
b)亮度低於或高於規定2%(絕對值)以內者;
c)洞眼超過規定20%以內者(洞眼規定數量小於10個/m2,允許超過規定1個/m2);
d)柔軟度超過規定10%以內者。
檢驗方法
以下試驗為檢驗加工包裝後的最終產品。
1.試樣的採取按GB/T450進行。
2.試樣的處理按GB/T10739進行(物理性能測試),標準大氣條件為(23±1)℃、(52±2)%r.h.。
3.平切紙幅長、幅寬及偏斜度、小捲筒紙的尺寸按GB/T451.1規定進行測定。
小捲筒紙偏斜度測定方法:取小捲筒皺紋衛生紙兩節紙,以其針孔線為中心對摺在一起,用尺量取兩節紙邊端的差距,按此方法量取5個試樣,取其平均值,結果精確至1mm.
4.定量按GB/T451.2進行測定。5.抗張強度按GB/T453或GB/T12914進行測定,仲裁時按GB/T12914進行。根據需要可以採用50mm試驗夾距。雙層或多層試樣應以雙層或多層測試,然後換算成單層的測定值。
6.亮度按GB/T7974或GB/T8940.1進行測定,仲裁時按GB/T7974進行測定。
7.橫向吸液高度按GB/T461.1測定(單層)。
8.柔軟度按GB/T8942,狹縫寬5mm。
9.微生物指標含細菌菌落總數、大腸菌群、金黃色葡萄球菌、溶血性鏈球菌,按附錄A進行測定。
10.洞眼按附錄B進行測定。
11.交貨水分按GB/T462進行測定。
檢驗規則
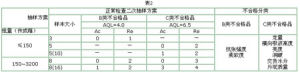 表2
表21.微生物指標為否決性指標,每季度進行一次檢驗,首件檢驗測定結果作為該季度微生物指標的檢測結果,應符合表1的規定。
2.交收檢驗
2.1以一次交貨數量為一批,但不多於30t.
2.2生產廠應保證生產的產品符合本標準的要求,每件(箱)紙交貨時,應附有產品合格證。
2.3產品交收檢驗按GB/T2828進行,交收檢驗項目及檢查水平、抽樣檢查方案和合格質量水平(AQL)按表2進行。
2.4判定規則
若同時出現B類和C類不合格品時,在符合B類不合格品Ac,Re判定要求的前提下,同時只有在B類與C類不合格品之和小於或等於C類不合格品的Ac值時,則判為批合格,若大於則判為不合格。若小於C類不合格品的Re值且大於Ac值,則進行第二樣本的測試和判定,判定方法同前。
3.微生物指標檢驗,有一項不合格判為批不合格。
4.需方有權按本標準的要求檢驗產品質量,如對產品質量有異議,應在到貨後三個月內通知供方,雙方共同抽樣檢驗,如不符合本標準的規定,則判為批不合格,由供方負責處理;如符合本標準的規定,則判為批合格,由需方負責處理。
標誌、包裝、運輸、貯存
1.每卷(包、袋)皺紋衛生紙套用塑膠或包裝,封口整齊牢固,不許有破損。
2.標誌按國家技術監督局頒布的《產品標識標註規定》進行。
3.皺紋衛生紙運輸時應採用潔淨的運輸工具,防止產品污染,搬運時不許將紙件從高處扔下,以防損壞外包裝……
4.皺紋衛生紙應存放於乾燥、通風、潔淨的地方妥善保管,以防雨、雪及潮濕侵入產品,影響質量。
5.由於保管和運輸不符合本標準要求,產品發生變質或其它損壞,應由造成損壞的責任方負責。
生活用品全盤點(五)
| 1、生活用品,指的是生活中常用的一些物品的統稱,例如牙膏,臉盆,衣架等; 2、此任務為整理性任務,獎勵豐厚; 3、接任務前請詳細閱讀《任務規則詳情》 |
