
正文
煉鋼過程因此分為初煉和精煉兩步進行。初煉:爐料在氧化性氣氛的爐內進行熔化、脫磷、脫碳和主合金化。精煉:將初煉的鋼液在真空、惰性氣體或還原性氣氛的容器中進行脫氣、脫氧、脫硫,去除夾雜物和進行成分微調等。這樣將煉鋼分兩步進行,可提高鋼的質量,縮短冶煉時間,簡化工藝過程並降低生產成本。1933年法國佩蘭(R.Perrin)套用專門配製的高鹼度合成渣,在出鋼的過程中,對鋼液進行“渣洗脫硫”,這是爐外精煉技術的萌芽。1950年在聯邦德國用鋼液真空處理法脫除鋼中的氫以防止“白點”。60年代末期以來,爐外精煉技術經過不斷地發展,目前已有幾十種方法套用於工業生產,逐步形成了煉鋼工藝中的一個新分支。中國於1957年開始研究鋼液真空處理法。建立了鋼液脫氣、真空鑄錠裝置,70年代建立了氬氧爐、鋼包精煉爐和鋼包噴粉裝置等爐外精煉設備。
原理 精煉主要通過下述作用:
真空脫氣 鋼液中氣體的溶解度服從平方根定律,鋼中氫含量
 。鋼液真空處理時,降低精煉容器中氫的分壓p啹,即可達到鋼液脫氫的目的。氫的溶解反應平衡常數KH是溫度的函式,在1600℃時,KH=0.0027。氫在鋼液中溶解平衡常數低,擴散速度快,所以鋼液脫氫速度很快,可使鋼中氫含量接近平衡值。同理,也可進行脫氮,但氮在鋼液中的溶解平衡常數較高,KN=0.040,擴散速度慢,因此鋼液真空處理時,氮的脫出率僅為10~25%(見鋼的去氣,真空冶金)。
。鋼液真空處理時,降低精煉容器中氫的分壓p啹,即可達到鋼液脫氫的目的。氫的溶解反應平衡常數KH是溫度的函式,在1600℃時,KH=0.0027。氫在鋼液中溶解平衡常數低,擴散速度快,所以鋼液脫氫速度很快,可使鋼中氫含量接近平衡值。同理,也可進行脫氮,但氮在鋼液中的溶解平衡常數較高,KN=0.040,擴散速度慢,因此鋼液真空處理時,氮的脫出率僅為10~25%(見鋼的去氣,真空冶金)。 真空脫氧 爐外精煉通常用兩種脫氧方法。真空下碳脫氧和加入合金元素矽、錳、鋁等進行沉澱脫氧。真空下碳氧反應為:【C】+【O】─→CO↑,則【C】%·【O】%=ppCO/K=mppCO,平衡常數K為溫度的函式,在1600℃和ppCO=1大氣壓時,
 值為0.0020~0.0025,因此真空下碳的脫氧能力很強,可超過脫氧元素矽、錳和鋁。反應產物CO是氣態而不是呈夾雜物形態,在真空下極易排除(見鋼的脫氧反應)。
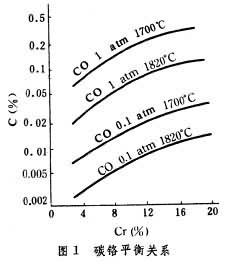
值為0.0020~0.0025,因此真空下碳的脫氧能力很強,可超過脫氧元素矽、錳和鋁。反應產物CO是氣態而不是呈夾雜物形態,在真空下極易排除(見鋼的脫氧反應)。 惰性氣體處理 向鋼水中吹入惰性氣體,這種氣體本身不參與冶金反應,但從鋼水中上升的每個小氣泡都相當於一個“小真空室”(氣泡中H2、N2、CO的分壓接近於零) 具有“氣洗”的作用。 爐外精煉生產不鏽鋼的原理,就是套用不同的CO分壓下碳鉻和溫度之間的平衡關係(圖1)。用惰性氣體加氧進行精煉脫碳(工藝過程中不斷變換氬/氧的比例),可以降低碳氧反應中CO的分壓,在較低溫度的條件下,降低碳含量而鉻不被氧化。
 爐外精煉
爐外精煉 ,式中Xt和X0分別表示時間s和開始時間(s=0)時夾雜物的濃度;k為常數,與攪拌強度、類型和夾雜物的特性有關。
,式中Xt和X0分別表示時間s和開始時間(s=0)時夾雜物的濃度;k為常數,與攪拌強度、類型和夾雜物的特性有關。 處理方式 鋼包處理型爐外精煉 特點是精煉時間短(10~30分鐘),精煉任務單一,沒有補償鋼水溫度降低的加熱裝置,工藝操作簡單,設備投資少。有鋼水脫氣、脫硫,成分控制和改變夾雜物形態等裝置。真空循環脫氣法(RH、DH),鋼包真空吹氬法(Gazid),鋼包噴粉(CaSi或其他粉劑)處理法(IJ、TN、SL)等均屬此類。
鋼包精煉型爐外精煉 特點是精煉時間長(60~180分鐘),具有多種精煉機能,有補償鋼水溫度降低的加熱裝置,適於各類高合金鋼和特殊性能鋼種(如超純鋼種)的精煉生產。真空吹氧脫碳法 (VOD)、真空電弧加熱脫氣法(VAD)和鋼包精煉爐法(ASEA-SKF)等,均屬此類。與此類似的還有氬氧脫碳法(AOD)。
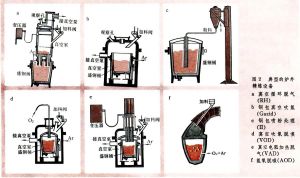
典型的爐外精煉設備如圖2所示。
 爐外精煉
爐外精煉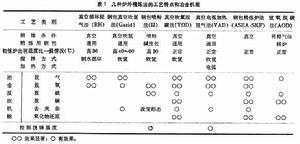 爐外精煉
爐外精煉工業生產概況 在各種爐外精煉方法中,鋼包處理型爐外精煉在工業生產中使用最多。70年代末期世界各國投入工業生產的爐外精煉設備約有 400餘座。美國和日本生產軸承鋼全部都經真空處理(RH法、DH法等),超低硫鋼的生產以及控制夾雜物形態的鋼種主要套用鋼包噴粉處理法生產(TN法、SL法)。AOD爐利用氬-氧混合吹煉生產不鏽鋼,鉻元素的回收率達98%以上,並可使用高碳鉻鐵做合金原料,經濟效果十分顯著。美國的不鏽鋼生產幾乎全部用AOD爐。目前世界上AOD爐生產的不鏽鋼約占75%。ASEA-SKF爐和VAD爐均採用電弧加熱鋼液,用電磁感應或氬氣流攪拌鋼液,可進行長時間的精煉操作,多用於生產高合金鋼。這類設備還可作鋼液保護爐,用於多爐聯合生產特大鋼錠。
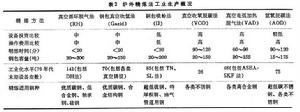
爐外精煉法可以大幅度地提高冶金質量,並將鋼中有害雜質降低到以下水平:【H】0.5~3ppm,【O】5~30ppm,【N】15~50ppm,【C】0.002~0.03%,【S】0.002~0.01%,提高現有煉鋼爐生產能力30~50%,使鋼液澆鑄溫度波動幅度保持±3~4℃範圍內,生產成本降低13~54%。幾種爐外精煉法的設備投資、操作費用、工業化水平的比較見表2
 爐外精煉
爐外精煉爐外精煉技術將會得到進一步發展。長期以來用電爐生產優質鋼的地位有被氧氣轉爐加爐外精煉和電爐加爐外精煉的工藝流程代替的趨勢。每種爐外精煉法,各有所長,應結合產品方向、生產操作經驗、設備狀況、原料供應條件和資金等情況進行綜合研究,作出選擇。(見彩圖)
 爐外精煉
爐外精煉 爐外精煉
爐外精煉 爐外精煉
爐外精煉近代煉鋼新技術編譯組:《近代煉鋼新技術(噴射冶金和爐外精煉)》,上海科學技術文獻出版社,上海,1982。
特集/爐外精鍊法と特殊鋼の品量,《特殊鋼》,Vol.29,No.2, 1980。
