
熱壓焊的定義
加熱並加壓到足以使工件產生巨觀變形的一種 固態焊
熱壓焊的分類和特點
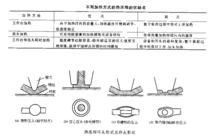
熱壓焊是氣壓焊、煅焊和滾焊的統稱。熱壓焊按加熱方式可分為工作檯加熱、壓頭加熱、工作檯和壓頭同時加熱三種形式。不同的加熱方式的優缺點如表所示。按照壓頭形狀,熱壓焊又可分為楔形壓頭、空心壓頭、帶槽壓頭及帶凸緣壓頭的熱壓焊 ,如圖所示。
 熱壓焊
熱壓焊圖中(a)、(c)(d)三種壓頭都是將金屬引線直接搭接在基板導體或晶片的平面上。而圖(b)則是一種金絲球焊法,即金屬絲導線從空心爪頭的直孔中送出或拉出引線,在引線端頭用切割火焰將端頭熔化,藉助液態金屬的表面張力,在引線端頭形成球形。壓焊時利用壓頭的周壁對球施加壓力,形成圓環狀焊縫。在半導體器件的引線連線中,廣泛套用了熱壓焊 。
熱壓焊的原理
熱壓焊是利用加熱和加壓力,使金屬絲與金屬焊接區壓焊在一起。其原理是通過加熱和加壓力,使焊接區金屬發生塑性變形,同時破壞壓焊界面上的氧化層,使壓焊的金屬絲與金屬接觸面間達到原子的引力範圍,從而使原子間產生吸引力,達到鍵合的目的。
 熱壓焊
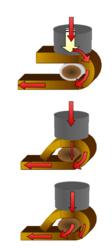
熱壓焊電流流通
↓
開始只在端子流出電流
↓
此時,由於電極發生的電阻發熱和加壓力,使導線的被膜被剝離,芯線露出
↓
然後,電流經過端子→芯線→端子→的順序流動,端子和芯線被熱壓焊接上
熱壓焊的現象
熱壓焊並不像電阻焊一樣利用工件(母材)間的電阻發熱將工件結合,而是將電極的電阻發熱傳導到端子利用其熱和加壓力進行熱壓。是用熱保證了導線的被膜剝離,用端子的鉚接力確保了強度的熱鉚接。如果是被“焊接”的話,端子自身在最初的時候就已經溶化了話,就進行的不好。因此,還是受電流值、通電時間、加壓力的設定條件左右的 。
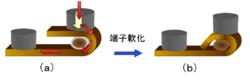
電流流通後由於電阻發熱將端子軟化,經過一定的時間,如圖所示,電流的流通方向發生了變化。
 熱壓焊
熱壓焊在(a)的階段電流值高的場合→有端子破斷的可能低的場合→有被膜剝離不完全的可能因此,經過(b)的狀態後,被膜剝離的狀態很好。則熱壓焊前給以加壓將端子變形為(b)的形狀後通電流,進行熱壓焊 。
