
積體電路焊接工藝
正文
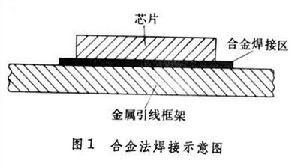
積體電路製造中的焊接工藝包括兩方面,一是電路晶片焊接,另一是內引線焊接。晶片焊接 將分割成單個電路的晶片,裝配到金屬引線框架或管座上。晶片焊接工藝可分為兩類。①低熔點合金焊接法:採用的焊接材料有金矽合金、金鎵合金、銦鉛銀合金、鉛錫銀合金等。②粘合法:用低溫銀漿、銀泥、環氧樹脂或導電膠等以粘合方式焊接晶片。
套用較廣、可靠性較高的是用98%的純金和 2%的矽配製成的金矽合金片(最低共熔點為 370℃)。在氮氣和氫氣保護下或在真空狀態下,金矽合金不僅能與晶片矽材料形成合金,而且也能同時與金屬引線框架上局部鍍層的金或銀形成合金,從而獲得良好的歐姆接觸和牢固的焊接效果(圖1)。
 積體電路焊接工藝
積體電路焊接工藝內引線焊接 把電路晶片上已金屬化的電路引出端或電極,與裝配晶片的金屬引線框架或外殼引出電極線一一對應連線起來的焊接工藝。內引線焊接工藝是在晶片焊接完成後的一道焊接工序,常用的方法有熱壓焊接法、超音波壓焊法、熱超聲焊接法(球焊法)、平面焊接法和梁式引線焊接法等。
熱壓焊接法 內引線的熱壓焊接法既不用焊劑,也無需焙化,對金屬引線(矽鋁絲或金絲)和晶片上的鋁層同時加熱加壓(溫度一般為350~400℃,壓力為8~20千克力/毫米2),就能使引線和鋁層緊密結合。熱壓焊接的原理是,鋁合金為面心立方晶格結構,每一鋁原子或金原子和其他原子形成八個穩定的金屬鍵,在其表面的原子有二個金屬鍵不飽和。這些原子在較高的溫度下增加活動能量,再加上一定的壓力促使金絲引線產生塑性形變,破壞原有的界面原子結構。這時,金絲上的金原子與電路晶片上引出端的鋁原子緊密結合,重新排列其間的晶格形成牢固的金屬鍵。因此熱壓焊接法也就是熱壓鍵合過程。
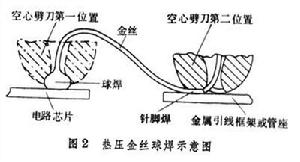
熱壓焊接工藝按內引線壓焊後的形狀不同分為兩種:球焊(丁頭焊)和針腳焊。兩種焊接都需要分別對焊接晶片的金屬框架、空心劈刀進行加熱(前者溫度為 350~400℃,後者為150~250℃),並在劈刀上加適當的壓力。首先,將穿過空心劈刀從下方伸出的金絲段用氫氧焰或高壓切割形成圓球,此球在劈刀下被壓在晶片上的鋁焊區焊接,因為它形成釘頭一樣的焊點,故稱為丁頭焊或球焊。利用此法進行焊接時,焊接面積較大,引線形變適度而且均勻,是較為理想的一種焊接形式。隨後將劈刀抬起,把金絲拉到另一端(即在引線框架上對應於要相聯接的焊區),向下加壓進行焊接,所形成的焊點稱為針腳焊。上述操作僅完成一條內引線的焊接(圖2)。熱壓焊接法有其局限性:①焊接溫度過高,不適於對工作溫度較低的電路晶片進行焊接;②壓力和溫度難以除去鋁絲表面和晶片上鋁焊區表面的氧化膜,此法不能用鋁絲作為引線進行焊接。
 積體電路焊接工藝
積體電路焊接工藝為得到高抗拉強度的焊接點須選擇最佳的焊接條件,這取決於超聲振動功率、壓力和超聲振動時間等因素,要使三者之間相互匹配,壓焊設備應調整出最佳工作點進行焊接。
熱超聲焊接法(球焊法) 此法以熱壓焊法和超音波壓焊法為基礎,所用設備分別為熱壓焊機、超音波壓焊機和球焊機。這是廣泛採用的內引線焊接方法之一,其特點是:①工作溫度(200~250℃)低於熱壓焊法的工作溫度;②所用的壓焊劈刀不用加熱而由超聲振動產生熱能;③採用金絲為引線,並以球焊形式進行焊接。三種內引線焊接法的焊接質量,都需要用一個精密的引線抗拉強度測定器(拉力計)進行檢查和控制。
隨著積體電路晶片內引線數量的不斷增加,這種一步一次一個焊接點的焊接技術無論在質量上和效率上都不能滿足大規模積體電路的需要。1960年,在梁式引線和面鍵合焊接技術基礎上又研究成功梁式引線載帶自動焊接晶片的新工藝,使用鏤空的引線框架(稱為載帶)將所有的引線與晶片上的金屬焊點一次性同時焊接上。這種組焊方法的可靠性和效率都很高。
