
套用
滾筒研磨主要用於工件成形後,及時消除前加工造成的毛刺、飛邊,劃痕等缺陷,對尖銳邊緣進行倒圓角等二次精加工,清除油跡、銹斑、熱處理鱗皮等污物,提高表面光澤和平滑度等。
優點
滾筒研磨的主要優點是公害少;可以一次批量處理其它淨化方法中難以夾持固定和處理的各種工件,對工件的尺寸精度影響小;加工面光澤持久性好。
缺點
滾筒研磨主要缺點是作業的工藝性很強,處理質量常常取決於對設備形式、介質、添加劑等工藝條件的正確選擇,對於每一種工件,工藝參數常常經試驗後確定,對脆性易碎工件不選用。
目的與對象
•目的:工件R角、去毛刺、平滑、光澤等
•對象:五金、電子元件、汽車配件、電氣元件、工業設備、醫療零件、體育用品、珠寶等
基本原理
•研磨石、研磨液、水和工件按一定比例混合在研磨槽內摩擦,從而達到目的。
 滾筒研磨
滾筒研磨圖解
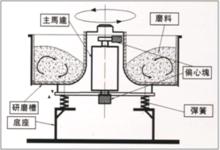
•離心研磨
 滾筒研磨
滾筒研磨•旋轉研磨
 滾筒研磨
滾筒研磨•振動研磨
 滾筒研磨
滾筒研磨•渦流研磨
 滾筒研磨
滾筒研磨設備舉例
旋轉式滾筒研磨是單靠滾筒的自身旋轉,對筒內工件進行表面加工的過程,如下圖所示。
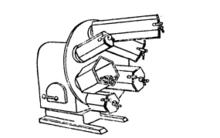 旋轉式滾筒
旋轉式滾筒滾筒可直接由電動機傳動,或通過一對旋轉滾輪帶動而滾動(滾動式滾筒)。直接傳動的滾筒有水平式和可傾式兩種,截面常為六邊形或八邊形,以使筒內工件的翻滾運動更為均勻。滾動式滾筒截面為圓形。
滾筒內物質(工件、介質、添加劑等)的總裝載量宜為滾筒容積的50-60%,使翻滾時表面流動層有較長的運動路線。水量以剛浸沒工件為宜,過多會削弱加工作用,對易飄浮工件可適當減少水量,但過少時工件表面易於被磨屑沾污。滾筒清除毛刺能力隨水平式、可傾式、滾動式順序降低,提高光澤和平滑度能力則隨上述順序增高。因此,工件需要一定磨削作用時,宜用水平式滾筒,滾筒線速度常為36-55m/min,脆性或軟質小工件線速度應適當降低,用以提高工件光澤和平滑度時,宜用滾動式滾筒研磨,常用線速度為15-30m/min。處理時間都在6h左右。
