
徑向鍛造發展及液壓精鍛機
徑向鍛造是在傳統的自由鍛造拔長工序的基礎上發展起來的,利用對稱裝置於坯料橫截面周圍的兩個或兩個以上的錘頭,按設定程式對坯料進行快速而同步的徑向鍛打,在使坯料斷面靠近成形形狀的同時,軸向長度延伸,最後將短而粗的坯料變成細長的符合要求截面形狀的坯料或產品。
徑向鍛造的基本原理由奧地利科學家B.Rralowetz博士於1946年提出。第一台四錘頭徑向鍛機誕生於上世紀60年代。到70年代中期已有6.5MN至25MN的徑向鍛機相繼問世並套用於高合金鋼和其他合金的大型坯料和連鑄錠的鍛造。徑向鍛機按結構形式可分為臥式和立式兩種,按驅動方式可分為機械驅動和液壓驅動兩種。隨著材料的發展和產品質量要求的提高,特別是在大噸位徑向鍛機鍛造高強度鋼種或特殊合金(鋯、鎢和鉬類合金等)領域,液壓驅動式徑向鍛機的套用愈發普遍。由於市場和產品的需求,徑向鍛機不斷發展,精度不斷提高,徑向鍛機又稱為徑向精鍛機,簡稱精鍛機。
液壓徑向精鍛機的結構
液壓精鍛機是一種通過液壓油缸驅動對鍛坯進行徑向鍛造的精密鍛造設備。即通過液壓系統驅動對稱分布的錘頭,對軸向旋轉進給的棒料或管坯施加徑向高頻次打擊力,將棒料或管坯鍛成沿軸向具有不同橫截面的鍛件的徑向精鍛機。
世界上能夠提供液壓徑向精鍛機的設備商鳳毛麟角,知名液壓機生產商Sack、Eumuco、Hasenclever公司都曾經開發並投入使用了液壓精鍛機。這幾家公司均已悉數被德國西馬克公司收購或兼併。下面,就以德國西馬克公司的SMX系列液壓徑向精鍛機為例介紹一下液壓徑向精鍛機的結構。
德國西馬克公司(SMS)從上世紀80年代年開始研發液壓徑向精鍛機,型號分為三種SMX/RUMX/SMI,以SMX系列為例:
SMX系列液壓徑向精鍛機典型設備配置如下:
SMX徑向鍛造機;
兩台操作機;
液壓機組;
上下了裝置和運輸裝置;
控制裝置:包括控制台、道次安排表計算機和開關櫃;
模具更換裝置;
ComForge工藝包;
分離裝置和打號機。
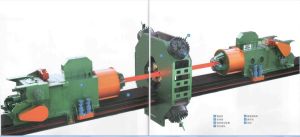 西馬克梅爾SMX系列液壓徑向精鍛機結構配置圖
西馬克梅爾SMX系列液壓徑向精鍛機結構配置圖機械精鍛機和液壓精鍛機的區別
全自動控制、生產效率高、成材率高是徑向精鍛機的重要特點。要達到這些特點,以上所述的典型配置之間必須要達到全自動的無縫銜接或精密同步。這就要求徑向精鍛機生產商無論是機械組件、液壓系統、電氣系統還是自動化控制都能夠生產,從而保證精鍛機的性能及後續的設備維護。
精鍛機市場上有兩種大類型精鍛機,機械徑向精鍛機和液壓徑向精鍛機。前者小噸位打擊速度較快,後者在大噸位大變形大延伸上有較大優勢。相比偏心驅動的機械壓力機,液壓驅動使所有重要變形參數都能靈活、自由的選擇。液壓驅動(與機械驅動方案相比)的另一個主要優勢在於,最大壓力在整個鍛壓行程內都可用。
