簡介
 圖1
圖1結構設計
分型面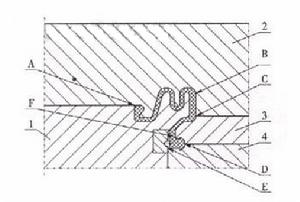 圖2
圖2a 分型面選在A、B、D、E面,中模採用兩瓣模(二哈夫),模芯與下模配合採用過盈配合。
b 分型面選在A、D、E面,不要中模,模芯與下模配合採用間隙配合。
c 分型面選在A、B(或C)、D、E面,中模採用整體模(圓環型),模芯與下模配合採用間隙配合。
a分型方式。取模和脫模容易,模具加工方便,操作簡便,模具結構相對要複雜一些,壓出產品後膠邊較厚且烽剪困難(如F處膠邊無法修剪)。產品外觀質量不好,膠邊對產品的使用、裝配有影響。
b分型方式。模具加工困難,無法壓制產品。
c分型方式。取模和脫模較第一種分型方式要困難一些(如F處壁厚小於1mm時,易從該處斷裂)。模具結構簡單,加工方便,操作簡便,壓出產品後膠邊修剪容易,產品外觀質量較好,膠邊對產品的使用、裝配無影響。從以上分析結果,採用第三種分型方式符合各方面要求,但需注意選用B面或C面分型要根據產品尺寸大小,產品較薄時,為保證中模強度不能選用c面分型,同時要注意模芯與下模要採用間隙配合,否則,無法取產品。加膠方式
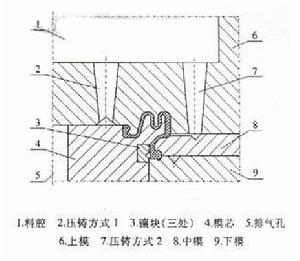 圖3
圖3如果用壓注機生產,可利用壓注機注膠口從中間直接注膠,如圖4所示。
生產狀況
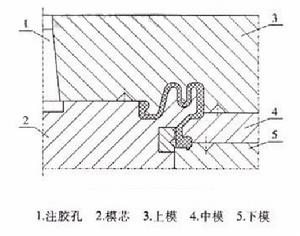 圖4
圖4(1)直接在型腔里填膠壓制。圖2這種加膠方式簡便、易操作、膠料損耗不大。但是由於該類零件的結構特點,模具模芯的葉片強度普遍較低,易變形。造成模具使用壽命短。因此,在無法提高模具模芯的葉片強度的情況下,最好不採用此方式。
(2)在料腔里加膠壓注,見圖3,這種加膠方式簡便,易操作,模具使用壽命長。
通過分析比較,採用圖3結構,該模具結構合理,操作方便,生產產品可完全達到產品圖紙要求。
