 熱成型設備
熱成型設備簡介
 SE——600×450型塑膠氣壓熱成型機
SE——600×450型塑膠氣壓熱成型機上述真空成型,由於真空泵所能形成的真空度不足o.1MPa(1atm),而工業上所能達到的真空度僅為0.069~0.088MPa,實際差壓僅為0.01—0.03MPa,所以,真空成型成型板(片)材較厚或製件形狀複雜的製品,成型壓力就嫌不足,會造成製件成型不良,輪廓不清,甚至根本無法成型。若採用氣壓成型因空氣壓縮機的壓力很容易達到0.3~0.6MPa,一般即使取0.35MPa,差壓約0.25MPa,也可以實現較厚板(片)材及形狀複雜製件的成型。而且氣壓成型速度快,約為真空成型的3倍以上。
故在下述情況下,應選用氣壓成型:
(a)成型製件較高(模具深度較大);(b)製件表面具有精細花紋或帶加強筋;(c)製件角隅部分為銳角;(d)材料的拉伸強度較大(如雙向拉伸聚苯乙烯、有機玻璃、聚碳酸酯等);(e)製件生產批量大。
但是,氣壓成型設備的鎖模力,通常要達到零點幾兆帕,以便承受壓縮空氣的總壓力。所以對機械和模具的要求較高,價格較貴。
分類
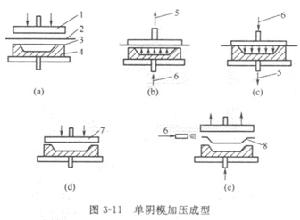
1.單陽模成型
單陽模成型的氣壓成型裝置.如下圖所示。
 裝置
裝置將已預熱好的板(片)材快速壓緊後,由9通人壓縮空氣,將板(片)材預成型.並使成型深度超過陽模6的高度.再用柱塞8從預成型板(片)材下面升起陽模.冷卻後,預成型板(片)材便緊包在陽模上.成為最後形狀。這種辦法可減少壁厚的不均勻程度。
2.單陰模成型
單陰模成型工藝過程是板(片)材用夾框夾緊在凹模上,凹模是成型面,凹模底部型面上開有小孔,板(片)材被密封在中間,此時從壓板的孔中通入壓縮空氣,板(片)材受壓而被拉伸,緊貼在凹模型面上成型,成型過程中,凹模內原有的空氣從凹模底部小孔排出,冷卻定型後,從凹模底部小孔鼓人空氣脫模,經修整後得到製件。
單陰模加壓成型的模具及工作狀況下圖所示。在圖3—11中,(a),(b),(c),(d)為成型過程中的各個階段,(e)為加壓切邊。
 模具及工作狀況
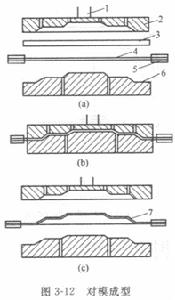
模具及工作狀況3.對模成型
 對模成型方法
對模成型方法對模成型與前述各種方法不同,這種方法上圖所示。
它是採用兩個彼此相合的單模,也就是配對的單模來成型的。成型時先將板(片)材用框架夾持於兩模之間並用可以移動的加熱器對板(片)材進行加熱,當已被加熱到足夠溫度時,移去加熱器並將兩模合攏。合攏時上模或下模的升降通常由液壓機操縱,而在合攏過程中,板(片)材與模具間的空氣則由設定在模具上的氣孔向外排出。經冷卻、脫模和修整後,板(片)材即轉為製品。
陰模一般採用彈性材料,用這種方法,可以在製件底部壓出各種圖案。製件的拋物線形狀,可以用壓縮空氣來調節。此法也可以製成與陽模一樣形狀的製件。
 裝置
裝置無模氣壓成型的優點,與自由真空成型相同,其裝置右圖所示。
板(片)材夾持在具有通氣孔的平板上。成型時,加壓只進行到一定程度即可停止,由直觀或光電管控制。由這種方法製成的製品,形狀都成半球裝的罩形體,其表面十分光澤且不帶任何瑕疵。如果所用塑膠是透明的,其光學性能幾乎可以不發生變化,故常用於製造飛機部件、儀器罩和天窗等。
對拉伸環的要求,與單陽模模壓成型相同。在拉伸環和支撐環內,可安裝加熱元件,以免板(片)材溫度急劇下降,一般能預熱至70~80℃即可。通人的壓縮空氣,可以事先預熱至50—60℃,成型壓強視模具和設備的耐壓強度決定,可在0.02~0.034MPa的範圍內選擇。
在成型過程中,板(片)材放置要迅速,一般應在1~1.5min內完成,以免冷卻。在生產大型製件時,為方便板(片)材裝放機械化,可將裝置呈傾斜狀態安裝。
差壓成型是熱成型中最簡單的成型方法,其製件存在諸多特點,例如,製件與模壁貼合的一面,可得到光滑平整的表面;製件形狀和尺寸精度較高;製件表面光澤度好,透明材料成型後可得到透明製件等。但差壓成型也存在著製件壁厚不均勻的缺點,所以為了改善製品的均勻度問題。實際生產中,往往採用先將板(片)材拉伸,再用真空或氣壓成型等綜合的熱成型方法。
與真空成型的區別
 真空成型
真空成型二者的區別是當塑膠板(片)材軟化後,壓成所要求的形狀時,如果排除模具和材料間隙中存在的空氣(抽真空),依靠大氣壓力使材料緊貼模具成型就是真空成型;如果使用高於大氣壓的壓縮空氣或同時抽真空成型則為氣壓成型。
與真空成型特性的比較
| 項目 | 氣壓成型 | 真空成型 |
| 成型原理 | 用壓縮空氣把軟化的板(片)材壓人陰陽模上成型 | 把軟化的板(片)材與型腔之間抽成真空,使板(片)材吸附在型腔上 |
| 成型壓力 | 利用壓縮空氣將軟化的板(片)材壓人模具,一般壓力為0.3~0.7MPa | 利用大氣壓力將軟化的板(片)材壓人模具上.壓力小於0.1MPa |
| 成型速度 | 快 | 比壓縮空氣成型慢 |
| 成型周期 | 短,比真空成型快3倍以上 | 長 |
| 加熱方法 | 用加熱板直接加熱 | 輻射加熱 |
| 加熱時間 | 0.25mm的片材用2~3s | 0.25mm的片材用10~12s |
| 切邊 | 塑件在模具上切邊 | 塑件取出後在別的裝置上切邊 |
| 性狀再現性 | 良好 | 細微部分再現性較難,精度較差 |
| 製品尺寸精度 | 較好,高的方向為98.4%,徑向為98.8% | 稍次,高的方向為97.5%,徑向為98.8% |
| 縱向壁厚均勻性 | 較好(聚氯乙烯為土11.3%) | 較差(聚氯乙烯為土15.3%) |
| 模具 | 複雜而較昂貴,陽模成型困難 | 價格較便宜,陰模與陽模均可以採用 |
| 設備價格 | 價格較昂貴 | 價格較低廉 |
