歷史背景
平安朝平安朝初期記載宮中儀式和制度的書《延書式》里,記敘了“鳥裝橫刀”的製作方法,在其中可以看到當時的研磨工序的大體形式。裡邊記載著關於鹿砥磨、燒並中磨、精磨和瑩的各個工序。關於這些工序,幕末的刀匠水心子正秀在他的著作《劍工秘傳志》里解釋為:鹿砥就是荒砥,燒並中磨既相當於常見寺一類的砥石(現在這種砥石已被改正砥代替了),後兩種在現代的研磨工藝里沒有對應的工序,大體相當於仕上研的中間部分。 當時的研磨,進行到相當於今天的下地研就結束了。但是隨著日本刀技術的完善和發展,研磨技術也在發展。水心子正秀在同一本書中,還
 刀研磨技藝
刀研磨技藝明治時代的名人本阿彌平十郎成重在傳統技術里加進了更多藝術的成分來美化刀身,現在的研磨工藝才正式確立了。“拭”這一步驟的特徵是,使刀身發出一種好像秋天萬里無雲的晴空那樣的顏色,而地肌則透著一種青黑色。成重也發明了一種使燒入後的刀刃發白的技法,這種技法更加看重刃紋的自然形狀。
研磨前準備

如果刀身彎曲不在一條直線上了,對於研磨來說是很嚴重的問題,我們需要用木榔頭或專用的工具慢慢把刀身調直整平,這個工作要不惜時間慢慢的仔細做。
卷刃的情況,在古刀里比較常見,那時候的捷運比較軟,刃口部分被大力衝擊時就會出現卷刃,即使新刀也會發生卷刃的現象,這個也需要花時間來修整。
最後也是最重要的,研磨師有責任以自己的技術為依據,對待研磨的刀進行判斷。研磨師經常研磨一些名貴刀劍,不能單只注重刀的美感或刀的斬切能力。斬切能力和美感的平衡問題永遠是研磨師要面對的問題。
砥石種類
 砥石研磨手法
砥石研磨手法下地砥——基礎研磨用磨石,主要有七種。
1.金剛砥: 人造砥石,顆粒粗糙,用於大面積鏽蝕的刀劍。
2.備水砥:熊本縣天草地方出產,色黃白,細度大概在400左右,石質中硬,切削能力中等。
3.改正砥:山形縣出產,茶色,細度大概在600左右,石質硬,切削能力中等。
4.中名倉砥:愛知縣南設樂郡出產,色黃白攙雜,細度800—1200,石質硬,切削能力中等。
5.細名倉砥:愛知縣南設樂郡出產,色乳白,細度1500左右,石質硬,切削能力中等。
6.內曇刃砥:京都地方出產,色濃灰,細度3000—4000,石質軟,切削能力中等。
7.內曇地砥:京都地方出產,色濃灰,細度5000以上,石質硬,切削能力差。
仕上砥——完成階段用磨石。
1.刃艶:優質“內曇砥”切割成的小片。
2.地艶砥:京都地方出產的“鳴滝砥”切割而成,黃色與灰綠色,質地硬。
砥石放在厚木塊上,木塊有一個槽,可以擋住砥石不滑動。研磨師採取跪姿(也可以坐在矮凳上),左腳踩在彎木上壓緊砥石。厚木塊是傾斜的,所以研磨的時候只會磨砥石的一半。這樣一來,把砥石來回換,中間就不會凹進去。這也是評價一位研磨師技術的標準之一(我們磨刀的時候一般都會把磨石磨得中間低吧?後來就沒法用了,而中間鼓的話就不存在這個問題)。把刀的一頭用厚紙和布片包起來,方便把握,然後就是漫長的研磨過程。
 改正砥・備水砥・金剛砥
改正砥・備水砥・金剛砥 各種砥石
各種砥石 研磨師的工作室
研磨師的工作室研磨工藝介紹
刀劍研磨可分為“下地研”和“仕上研”。“下地研”既是用砥石對刀劍的基礎整形研磨;“仕上研”既是對刀劍的精細研磨,從而進一步美化刀身的工序。下面的研磨工藝介紹,是基於本阿彌家的本阿彌流展開的。本阿彌家始祖妙本是日本南北朝時代的,他們家世代侍奉足利家、豐臣家、德川家,進行日本刀研磨、鑑定工作,其中的本阿彌光悅最為有名。
下地研用的砥石金剛砥。這是最初用的砥石。剛剛打出的刀身,或者鏽蝕嚴重,刃口崩壞的刀,用這種砥石來整形。大約180-220目。備水砥。用來研磨出刃的形狀、除掉較深的斑點、大體整形的砥石。對於下地相當重要的工序。大約400-600目。改正砥(900目)、中名倉砥(1200目)、細名倉砥(1500目)以上三種砥石,是備水砥研磨完後的工序所用的。內曇砥(刃砥、地砥)。這種砥石很有名,分為刃砥和地砥,分別研磨刃和地。出產於京都附近的天然砥石。是顯示刃的地肌和刀的微妙的肌理變化的重要的砥石。大約4000-6000目。
仕上研到了這一步,開始把刀拿在手裡研磨:
刃艷。把內曇砥的一小塊用手指摁住,在刃上研磨,一直到手感很光滑。地艷。用鳴滝砥大約10-20塊,切割成小塊用手指擦。這樣把刀的捷運的微妙變化顯現出來。
拭い。把刀在鍛打過程中出現的氧化皮粉末,和油摻在一起煉成黑色的糊狀物,用棉花在刀身上來回擦拭。細微的粉末會滲進刀身,刀會顯現出黑亮的光澤。而地肌也會變得清晰起來。
刃取り。把刃艷工序用的砥石切成圓片狀,擦刃紋的部分。刃會浮現出來。在刀的照片看到的刃紋部分發白,便是這道工序的作用。這一道工序可以顯現出磨刀工匠的個性和特點。刃紋的形狀也定型了。但是,這道工序並不能改變刃紋的本質形狀,比如想把直刃紋改成亂刃,這是不可能的。原則是極力保持刃紋的形狀,而其氛圍則可以適當發揮(個人認為刃取是體現研磨靈性的點睛之筆,是“理性與感性的撞擊”箇中滋味,只可意會大家慢慢品味)。
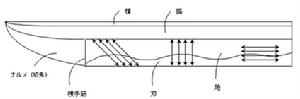
磨き。鎬地和峰用硬質的拋光棒磨出鏡面光澤。ナルメ。
 拭い
拭い 地艶,此工程分為下地艶、上地艶
地艶,此工程分為下地艶、上地艶 本阿彌家繼承人本阿彌道弘
本阿彌家繼承人本阿彌道弘本阿彌氏
本阿彌氏本阿彌氏是一個世世代代以刀劍鑑定,研磨,浄拭為業的家族。代代相傳一直流傳至今,家族起源於菅家流,家紋為星梅。
【尾形家】 ┌光琳
尾形道伯 |
┠───宗伯──宗謙─┴乾山
┌法秀
多賀宗春──光二 | ┌日允
┠──┼光悅==光瑳 | ┌光傳──光通──光春──光敬──光隆──光一
┌妙秀 | ┠──┴光甫 |
| ├宗知 ┌妙山 ┠──┼光山──光顕(加賀本阿彌家)
| | | ┌妙了 |
| | | | └光通
| └妙光 | |
【本阿彌家】| ┠──┼光室─┼光溫─┬光達─┬光常─┬光忠──光勇──光純──光久
光心──┼光剎─┬光徳 | | │ │ │
| | └光益 └光的 └光珉 │ └光沢──光勢──四郎三郎
| | ┃ │
└光意 └光味──光伯 ┃ └光順──光祐──六郎三郎
┃
┌妙春
|
茶屋清延─┬清次─┴道澄===延宗(宗古)
四郎次郎|(道清)
└長吉──良延
(新四郎)(長以)
本阿彌光德
本阿彌家第九代當主, 文祿三年,應毛利輝元請求編寫《太閤御物刀繪圖 》。
本阿彌光忠
享保四年獻上《享保名物帳》於八代將軍。
本阿彌光悅
是本阿彌分家。出生於永祿元年(1558年),卒於寬永14年(陰曆)2月3日(1637年2月27日)),是日本江戶時代初期的書法家、藝術家。書道光悅流的始祖。他出生於京都,本阿彌家歷代以刀劍鑑定、研磨、擦拭為業。光悅早年也繼承刀劍藝術的工作。但之後他的藝術創造領域漸增,現在他被譽為“寬永之三筆”的第一書法家、此外他在陶藝、漆器藝術、出版、茶道亦有涉獵,是個多才多藝的藝術家。
另外他在京都洛北鷹峰興建了當時廣為人知的藝術村。元和元年(1615年)時,德川家康賜與他在鷹峰的土地、本阿彌遂率領族人和市民、工匠等和他同是信仰法華宗的好友遷居至此。光悅死後、這裡變成了日蓮宗的寺廟光悅寺。
他與表屋宗達及尾形光琳並稱琳派的創始者、光悅對後世的日本文化影響極大。特別是在陶藝方面他以樂燒型式的茶碗、漆器芸術方面則以裝飾用的硯箱聞名。
