
人名
子香
方壺 ,[清],字子香,江蘇常熟人,寄居太倉。書出王居士磚塔銘,草書規橅右軍(王羲之)十七帖。 《劉湄書畫記》
仙止
方壺 ,[清],字仙止,號席山,自號萬山中人,浙江蘭溪人。少貧,不能卒業家塾,乃習書、畫,歷游吳、越、甌、閩、齊、魯、燕、趙廿餘年。後愛括蒼山川嘉勝,頻往來樓遲其間。著松窗集。《清畫家詩史》
陶瓷
基本信息
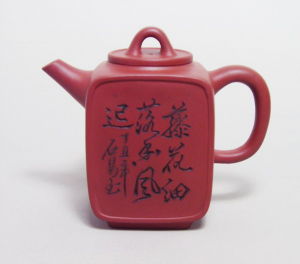
 方壺
方壺【名稱】:方壺
【類別】:紫砂壺
【年代】:明代·晚期
【作者】:陳信卿
【文物現狀】:香港中文大學文物館藏品
簡介
陳信卿為晚期紫砂高手,以摹仿時大彬、李仲芳而著名。此壺以多種幾何形組合,四面設素麵開光,泥色金星閃閃,古雅渾厚。
製作技法
工具
方形壺製作常用工具有:以樣板確定壺身、壺蓋、壺嘴、壺把、壺鈕尺度,並用竹拍子、勒只、尖刀、鰟鮍刀等工具。
步驟
1.用木搭子將泥段拍打成厚薄均勻的泥片和泥條。
2.用樣板裁製好壺底、壺蓋、壺口、壺牆,並規整泥片,裁製時必須注意頃角尺度。
3.鑲接身筒,邊緣處以脂泥粘接,逐成壺體。
4.用竹製工具刮壓壺身接口,並用竹拍子輕輕拍打四邊,使其規整挺刮。
5.粘接壺口,保持壺體中空及溫度,不使壺體變形。
6.用脂泥複合和潤,並用勒只清理加工。
7.用樣板裁製壺嘴,並用脂泥鑲接成方形壺嘴。
8.用樣板裁製壺把。
9.壺身鑽嘴孔,並粘接上壺嘴、壺把。
10.用 刀開出壺口,使其尺寸與壺蓋相吻合。
11.用樣板裁製壺蓋,並由蓋板、蓋子口粘接,並竹勒只加工清理,使之規整。
12.用脂泥粘接壺鈕,並整理乾淨光潔。
13.用尖刀加工細部。
14.用鰟鮍刀柄加工、修整線面,使其光、挺、勻。
15.用明針(牛角片)刮光各部位平面。
16.全器加工、整理完畢,鈐上壺藝家印章。
17.製作結束,讓其自然乾燥,即可入窯燒成。
成型方法
 方壺
方壺成型方法,大體分為二種。一種是傳統的手工鑲接成型;一種是用模具成型。全手工鑲接就是用泥片鑲接。堆砌成所需的形狀,包括有附屬檔案。模具成型主要是指壺身的擋坯及附屬檔案的印製。其實紫砂壺製作使用模具,已經是有年代的了。只不過當時的模具,不是用石膏製成,而是用紫砂泥燒制。手工鑲接與模具擋坯,二者相比較,區別是:一般手工鑲接成型的產品,精神飽滿,挺拔有力。而擋坯成型的就顯得力度不足,因為手工成型後鑲接到拍打整形,都是在坯體外部用力,使泥料的礦物組成和顆粒堆積越做越緊密,抗變形力就強。而模具成型,為了適應擋坯,泥料相對於比手工成型軟一些,又是壺體裡面加力,使之與模具吻合,就會使顆粒結構疏鬆。雖然同樣要經過拍打整形,但已經留下了變形的隱患。當然也不是一概不能用模具製作方壺,務因造型而論。簡單地說,直身筒的、銳角的用擋坯成型,效果一般不會好,轉折部位乏力。如果是鈍角的,帶弧曲線的造型變形就小。甚至有的造型用擋坯成型的效果比手工要好也是有的。總之,高檔案產品用模具製作,應該以不影響產品的品質為前提,構想一件高檔案產品,如果留有明顯的模具痕跡,豈非大煞風景。
角線的處理:一般形容方壺的辭彙總是剛勁、挺拔、端莊大度、規整有力,就像是一個充滿陽剛之氣的男子漢。而方壺的角的處理是表現茶壺氣度的重要因素。一個造型,為根據設計構思的意圖,決定角的處理。銳角一般表現清秀、利落;鈍角則是渾厚穩健。有人認為,鈍角或圓角失去了方壺專有的韻味,這是一種誤解,寓圓於方則別有情趣。手工成型的圓角其實要比銳角難做,而且非經驗老到者是做不出大的渾厚的圓角的,這是我的體會。至於有的角峰利無比,有的角上挾出面,這是因各人的喜愛而作,不能強求一致。
口蓋最難做:選壺都要挑選口蓋平整,調轉緊密的茶壺。方壺有長方、四方、六方、八方等幾種基本形狀。蓋頭大致分為嵌蓋、壓蓋,又有平蓋、虛蓋等區別。依我的體會而言:八方、四方壺蓋比六方,長方壺蓋難做,而嵌蓋要比壓蓋容易一點。與圓壺相比,方壺口蓋的變形要大得多。收縮時嘴把的拉力共性,而方壺有角有個性,角又一定比牆厚是特殊性,產一收縮不一致。在製作時方壺與圓壺也有明顯的不同,圓壺以圓心為中心,使用工具時無頭尾之分,用力比較能夠達到均勻。可是製作方壺在使用工具時,必然有起頭收尾,然後再換一面的順序。有力就較難保持一樣用力不勻,實際也是變形的一個因素。做壺蓋、蓋片、虛片、子口(唇)相互之間軟硬搭配一定要掌握好。而這個軟硬關係,並非一成不變,又沒有明確的標準,全憑手感及經驗。嵌蓋與壓蓋不一樣,因蓋內結構差異,也必須有不同的處理方法,稍有疏忽,就要變形。就是在焙燒時,由於口蓋過緊,妨礙了口及蓋的自體收縮,也會變形,要想做好把口蓋緊密又平整,且不加整修的茶壺,其實是很難的。所以就難免會有口部及蓋頭有窯外整修的痕跡,現在有的為了消除窯外整修的痕跡,採用再焙燒,窯場上有句俗話:「火里求財」,往往整修痕跡消除了,而別的問題又出現了。諸如起泡、落渣、鐵質甚至開裂等。
平口面的下陷:在紫砂壺中,無論圓壺還是方壺,採用平口面嵌蓋做法的還是比較常見。但是有的作品看起來口平面下陷,這是由於視力錯覺的原因,平的看起來下陷,真的看起來凹進,製作方壺就必須把視力錯覺考慮進去。平口面下陷,主要原因是沒有用好輔助工具。我們稱它為瓢只。在製作過程中,少不了拍打。在拍打底部時,口部沒有用瓢只墊好,那本來就飽滿的口部就會與轉盤一樣平。凹陷下去以後,就不會鼓起來。圓壺也是同樣道理。
鑲接或堆砌的痕跡:鑲接及堆砌,稀泥是黏合劑。鑲接成角的痕跡,銳角的器皿不容易看出。鈍角、大圓角的就容易出現,這是因為泥片在合攏時有的空隙相對較大。而這個空隙部位又只能用稀泥彌補。雖然在製作時,要用力的夾、拍,但泥片與稀泥的顆粒緊密度不一樣,經過焙燒後,總會有一點痕跡。泥片堆砌的痕跡也是如此。譬如身筒齊平的假底及準片,就會有這種情況。為了減少堆砌的痕跡,儘可能採用泥片內嵌的方法。但是並非所有造型都可內嵌,所以無論老壺或新壺都有這種現象。而且有這樣一個規律,泥料越細,痕跡越明顯。當然,壺身與堆砌上去泥片的軟硬不和,也是一種原因。
灰爆與雜質:灰爆或稱爆砂。一般在調砂或鋪砂產品上出現。因為砂粒是選用紫砂原料較硬的本山綠泥礦土,經粉碎加工而成的。如果在加工過程中,混進了一小塊石灰石,經過粉碎就成了幾百幾千顆小粒子,肉眼根本分辨不出(攤曬原料的場地是水泥地極易混進)。石灰石經過高溫成了石灰,當它吸收了一定的水份就膨脹,形成了灰爆。雜質,一般是指鐵質及其它混入泥料中的雜物,甚至細小到筆毛、頭髮。經過焙燒才會暴露。其中鐵質較為常見,鐵質分兩種,一種是原料加工時機械的磨損,雖經吸鐵程式但未除盡。一種是礦土本身含有的。如紅泥,含鐵量本來就較高,礦土的外面附有一層鐵鏽樣的物質,如果在練泥前沒有清除乾淨,就帶進泥料中,經過焙燒就成了小黑點。這些在製作過程中都是極難發現的。非要經過焙燒,甚至使用了一段時間後,它才珊珊遲來,給作品留下一點遺憾。
種類
 龍耳方壺
龍耳方壺