
試驗裝置及原理
擴孔試驗裝置如圖1所示,主要由凸模1、凹模2和壓邊圈3組成。凸模上為易於試件對中常帶有定位銷4。凸模可以為平底,也可以為半球形。凹模與壓邊圈之間可以為平面,也可以帶有拉延筋。試驗用金屬薄板5中心預製圓孔,周邊被凹模與壓邊圈壓緊,以防止薄板突緣金屬流入凹模孔腔。凸模將帶孔試件壓入凹模,致使試件中心孔擴大。當孔的邊緣出現頸縮或裂紋時,停機卸載,測量此時試件中心孔的平均直徑,以其擴大量和原始孔徑的比值作為金屬薄板翻邊性能的評估指標,稱為擴孔率λ (%):
 擴孔試驗
擴孔試驗式中d為試件變形後中心孔的平均直徑;d為原始孔徑。德國凱澤 · 威廉研究院 (Kaiser WilhelmInstitute) 對試驗所用模具的尺寸和試樣有一系列的規定,凡按該規定所做的試驗,其最終結果λ值稱為K.W.I值。一般情況下,去除中心孔毛刺可大大增加擴孔率。該值還隨總延伸率和塑性應變比r值的增加而增加,隨抗拉強度的增加而下降。對金屬內部夾雜物施行形態控制有助於改善翻邊性能。
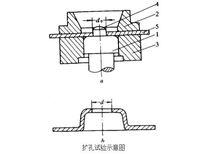 圖1 擴孔試驗示意圖
圖1 擴孔試驗示意圖a—試驗裝置;b—變形後試件
1—凸模;2—凹模;3—壓邊圈;4—定位銷;5—金屬薄板
也有用90mm×90mm的帶孔(φ12mm)方板作為試件,用φ40mm的凸模壓入,測量孔開始拉裂時的有關數據,以用下式計算的g值作為綜合評估成形性能指標:
 擴孔試驗
擴孔試驗式中h為衝壓高度,d,d分別為中心孔的最大與最小直徑。
實例
鎂合金的擴孔試驗:
試驗時,將中心帶有預製圓孔的試樣置於凹模與壓邊圈之間並壓緊,通過凸模將其下 部的試樣材料壓入凹模,迫使預製圓孔直徑不斷脹大,直至孔緣局部發生開裂,瞬時停止 凸模運動,測量試樣孔徑的最大值和最小值,用它們計算擴孔率。預製孔的大小由試沖得 出,為產生孔邊破裂的較小值。試驗原理和模具如圖2所示。試驗材料為厚度達1mm 的AZ31B鎂合金板材。其計算公式為
d=(d+d/2
式中 d、d———分別為擴孔後的最大、最小孔徑
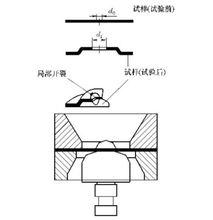 圖2擴孔試驗原理及模具
圖2擴孔試驗原理及模具擴孔率λ的計算公式為:λ=(d-d/d×100%
式中 d、d——分別為擴孔孔徑、預製孔孔徑
MAZ31鎂合金板材擴孔試驗結果
| 試樣序號 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 平均值 |
| d/mm d/mm λ/% | 12.80 12.92 5.41 | 12.48 12.60 2.97 | 13.20 13.24 8.36 | 12.98 13.00 6.48 | 12.66 12.76 4.18 | 12.50 12.64 3.03 | 13.20 13.18 8.11 | 13.00 13.18 7.29 | 12.83 12.90 5. 7 |
上表為MAZ31鎂合金板材擴孔試驗結果,由表中數據可以看出,厚度為1mm的 MAZ31鎂合金板材的擴孔率為5.7%。
