
鉚釘的檢驗方法
鉚釘的檢驗方法見下表:
| 項目 | 示意圖 | 偏差原因 | 檢驗方法 |
| 鉚釘頭的周圍全部與被鉚邊不密貼 | 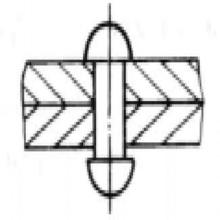 鉚釘檢驗 鉚釘檢驗 | 鉚釘頭和釘桿在連線處有凸起部分 鉚釘頭未頂緊 | 外觀檢查 用厚0.1mm塞尺檢查 |
| 鉚釘頭部分周邊與被鉚板貼不密 |  鉚釘檢驗 鉚釘檢驗 | 頂把位置歪斜 | 外觀檢查 用厚0.1mm塞尺檢查 |
| 鉚釘頭磕傷 | 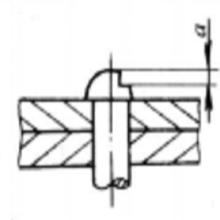 鉚釘檢驗 鉚釘檢驗 | 鉚釘不良 | 外觀檢查 |
| 鉚釘頭裂紋 | 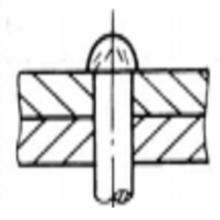 鉚釘檢驗 鉚釘檢驗 | 加熱過度 鉚釘鋼材質量不良 | 外觀檢查 |
| 鉚釘頭偏心 | 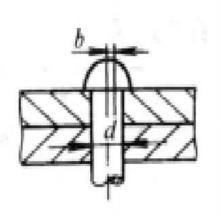 鉚釘檢驗 鉚釘檢驗 | 鉚接不良 | 外觀檢查 |
| 鉚釘頭過小 | 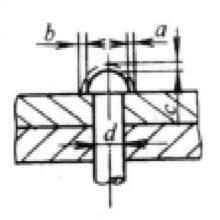 鉚釘檢驗 鉚釘檢驗 | 鉚模過小 | 外觀檢查,或用樣板檢查 |
| 鉚釘周圍有壓邊 | 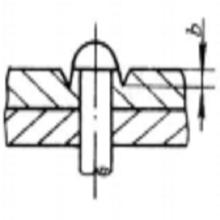 鉚釘檢驗 鉚釘檢驗 | 釘桿過長 | 外觀檢查 |
| 鉚釘頭周圍不完整 | 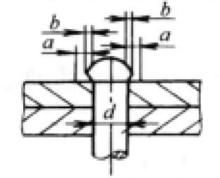 鉚釘檢驗 鉚釘檢驗 | 鉚釘桿長度不夠 鉚釘頭頂壓不正 | 外觀檢查,並用樣板檢查 |
| 鉚釘歪斜 | 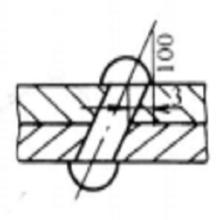 鉚釘檢驗 鉚釘檢驗 | 擴孔不正 | 外觀檢查 測量相鄰鉚釘的中心距離 |
| 埋頭不密貼 | 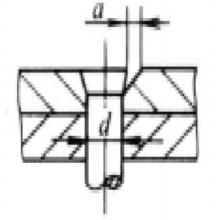 鉚釘檢驗 鉚釘檢驗 | 劃邊不準確 釘桿過短 | 外觀檢查 |
| 鉚模磕傷鋼材 | 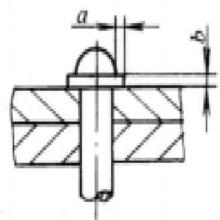 鉚釘檢驗 鉚釘檢驗 | 鉚接不良 | 外觀檢查 |
| 埋頭凸出 | 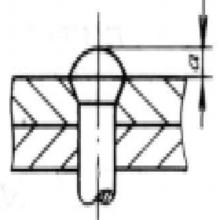 鉚釘檢驗 鉚釘檢驗 | 釘桿過長 | 外觀檢查 |
| 埋頭釘周圍有部分缺邊 | 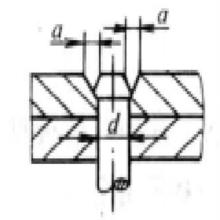 鉚釘檢驗 鉚釘檢驗 | 釘桿過短 劃邊不準確 | 外觀檢查 |
| 埋頭凹進 | 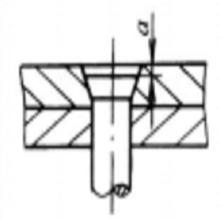 鉚釘檢驗 鉚釘檢驗 | 釘桿過短 | 外觀檢查 |
| 鉚釘頭表面不平 | 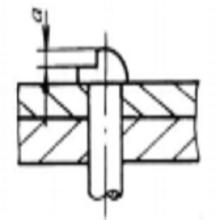 鉚釘檢驗 鉚釘檢驗 | 鉚釘鋼材質量不良 加熱過度 | 外觀檢查 |
除了進行上述檢驗外,對於公稱直徑至6.4mm的抽芯鉚釘和擊芯鉚釘,還要進行力學性能試驗,包括剪下試驗、拉力試驗、釘頭保持能力試驗、釘芯拆卸力試驗和釘芯斷裂載荷試驗,試驗方法按GB/T 3098.18《緊固件機械性能 盲鉚釘試驗方法》進行 。
常用樣板及用途
在鉚接中,鉚工常用樣板來驗證零件的形狀,常用的樣板見下表 。
| 序號 | 樣板名稱 | 用途 |
| 1 | 平面樣板 | 在板料和平面型材上,對料的平行進行上下檢查 |
| 2 | 弧形樣板 | 用來檢查各種圓弧和圓的曲率大小 |
| 3 | 切口樣板 | 用來畫各種角鋼、槽鋼的切口煨彎的線 |
| 4 | 展開樣板 | 用來展開各種板料和型材 |
| 5 | 覆蓋樣板 | 按照放樣圖上(或實物)的圖形,用覆蓋方法放出的實樣,用於連線結構件 |
| 6 | 號孔樣板 | 用來決定零件孔眼的號孔位置 |
| 7 | 彎曲樣板 | 各種壓型為型胎模零件的檢查標準 |
緊固件機械性能——盲鉚釘試驗方法
剪下和拉力試驗
(1)試驗原理
對固定在試驗夾具中的抽芯鉚釘或擊芯鉚釘試件,施加剪下載荷或拉力載荷,直至損壞。
(2)試驗夾具
對兩種試驗方法規定了兩種試驗夾具。
1.剪下試驗夾具
①常規剪下試驗。常規剪下試驗夾具的基本尺寸如下圖所示。
試驗板應由硬度不低於420HV30的鋼製成。用適當的鋼螺栓將試驗板固定在試驗機上,使在載荷作用下試驗板變形的影響減至最小。
當裝鉚釘的通孔呈現非圓形、有磨損的痕跡,或損壞或者其尺寸超出規定的最大直徑時,則該試驗板應予報廢。
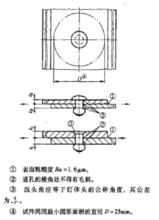 常規剪下試驗夾具的基本尺寸
常規剪下試驗夾具的基本尺寸②仲裁剪下試驗。下圖試驗夾具中使用的襯套應符合上圖給出的尺寸和表面粗糙度。襯套應由淬火併回火的鋼製成,其最低硬度為700HV30。裝入鉚釘試件的夾具應安裝在試驗機中,並能自動定心。
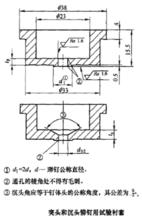 突頭和沉頭鉚釘用試驗襯套
突頭和沉頭鉚釘用試驗襯套對每一仲裁試驗項目應使用新的襯套。
下圖的試驗夾具如用於常規試驗,當裝鉚釘的通孔呈現非圓形、有磨損的痕跡,或損壞或者其尺寸超出規定的最大直徑時,則該襯套應予報廢。
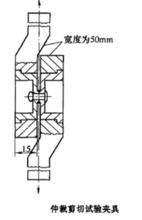 仲裁剪下試驗夾具
仲裁剪下試驗夾具2.拉力試驗夾具
①常規拉力試驗。常規拉力試驗夾具的基本尺寸如下圖所示。
試驗板應由硬度不低於420HV30的鋼製成。用適當的鋼螺栓將試驗板固定在試驗機上,使在載荷作用下試驗板變形的影響減至最小。
當裝鉚釘的通孔呈現非圓形、有磨損的痕跡,或損壞或者其尺寸超出規定的最大直徑時,則該試驗板應予報廢。
 常規拉力試驗夾具
常規拉力試驗夾具②仲裁拉力試驗。仲裁剪下試驗規定的技術要求均適用於下圖試驗夾具中使用的襯套。
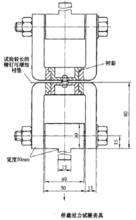 仲裁拉力試驗夾具
仲裁拉力試驗夾具3.試驗板或襯套厚度和通孔直徑。對所有試驗夾具,試驗板或襯套厚度均應符合下圖表的規定,通孔直徑應符合下圖表中規定。
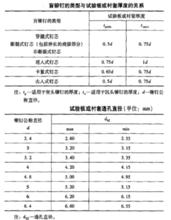 試驗板或襯套厚度關係及通孔直徑
試驗板或襯套厚度關係及通孔直徑4.試件鉚接成形。將兩個相同厚度的試驗板或試驗襯套用鉚釘試件鉚接成鉚接試件。該鉚釘應當用鉚接工具或抓取機構,按鉚釘製造者推薦的安裝程式進行鉚接。
鉚接試件的總厚度不應超過對鉚釘試件規定的最大鉚合長度。
(3)試驗程式 將鉚接試件安裝在符合GB/T 3159或GB/T16491或JB/T 9375的試驗機上。
夾具在拉力試驗機上應能自動對中,並應保證沿著剪下試件的剪下平面或拉力試件的中心線,直線地施載入荷 。
應當持續地施載入荷,試驗速度不應低於7mm/min、且不大13mm/min,直至試件損壞。
最大載荷值應予記錄,作為鉚釘的最大剪下或拉力載荷。
如在規定的最小剪下或拉力載荷之前鉚釘試件損壞,則該鉚釘不能通過本試驗。
(4)短鉚釘的試驗
對鉚釘最大鉚合長度短於規定的值時,試驗板或試驗襯套的組合厚度應等於鉚釘試件規定的最大鉚合長度。
試驗的評定取決於試驗板或試驗襯套是否能承受鉚釘試件的最大剪下或拉力載荷。所以,對短鉚釘的試驗數據有下列幾種情況:
①直至鉚釘損壞,試驗板或試驗襯套保持完好無損,則最大載荷數據是該鉚釘損壞時的最大剪下或拉力載荷,如該載荷等於或超過規定的最小剪下或拉力載荷,則該鉚釘通過本試驗。
②當載荷等於或超過規定的最小剪下或拉力載荷時,鉚釘保持完好無損而試驗板或試驗襯套損壞,則該鉚釘通過本試驗。然而,在這種情況下不能確定鉚釘的最大剪下或拉力載荷。
③當載荷小於規定的最小剪下或拉力載荷時,鉚釘保持完好無損而試驗板或試驗襯套損壞,則該鉚釘是否接收可由供需雙方協定。
④在達到規定的最小剪下或拉力載荷之前,鉚釘損壞,則該鉚釘不能通過本試驗。
釘頭保持能力試驗
(1)試驗原理
從鉚釘的釘體頭一側沿釘芯軸向載入,直至釘頭移動。
註:本試驗不適用於封閉型、擊入式、擴口型和開槽型盲鉚釘。
(2)試驗夾具
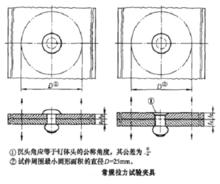
釘頭保持能力試驗夾具見下圖。
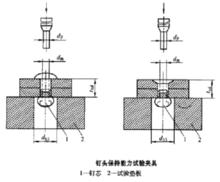 釘頭保持能力試驗夾具
釘頭保持能力試驗夾具鉚接件可用一塊或多塊鋼板組成,但其總厚度應等於鉚釘試件規定的最大鉚合長度。單板厚度不得小1.5mm。試驗板應有一定的寬度,以保證試件周圍最小圓形的直徑D=25mm。
試驗板裝入鉚釘的通孔直徑應按“試驗板或襯套厚度關係及通孔直徑”圖中表格所示規定。
鉚釘應使用鉚接工具或抓取機構,並按鉚釘製造者推薦的安裝程式進行安裝。
沖頭直徑應比釘芯直徑小0.25mm。
試驗墊板上的孔(鉚接件置於其上)應能放入盲鉚頭,但其直徑不得大於2倍的鉚釘公稱直徑。
(3)試驗程式
將試驗夾具安裝在符合GB/T 3722或GB/T16491或JB/T 9375的試驗機上。該試驗機應裝有如上圖所示的壓力沖頭。
將載荷持續而無衝擊地沿著釘芯軸線直接施加於釘芯斷口,並持續到釘頭對鉚釘體開始移動。試驗速度不應低於7mm/min不大於13mm/min。釘頭開始移動之前的最大載荷應予記錄,並作為該鉚釘的釘頭保持載荷。
釘芯拆卸力試驗
(1)試驗原理
從鉚釘的釘體頭一側沿釘芯軸向載入,直至推出釘芯。
註:本試驗不適用於封閉型和擊入式盲鉚釘。
(2)試驗夾具
釘芯拆卸力試驗(鉚接前)夾具見下圖:
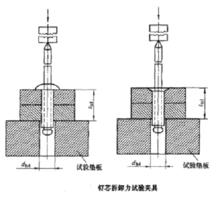 釘芯拆卸力試驗夾具
釘芯拆卸力試驗夾具鉚接件可用一塊或多塊鋼板組成,但其總厚度應大於等於10mm。單板厚度不得小於1.5mm。試驗板應有一定的寬度,以保證試件周圍最小圓形的直徑D=25mm。
試驗板裝入鉚釘的通孔直徑應按“試驗板或襯套厚度關係及通孔直徑”圖中表格規定。
試驗墊板上孔(試驗板和鉚釘試件置於其上)的直徑不得比鉚釘桿最大直徑大1 mm。
(3)試驗程式
將試驗夾具安裝在符合GB/T 3722或GB/T16491或JB/T 9375的試驗機上。該試驗機應裝有如“釘頭保持能力試驗夾具圖”所示的壓力沖頭。
將載荷持續而無衝擊地沿著釘芯軸線直接施加於釘芯末端,直至釘芯開始相對鉚釘體移動。試驗速度不應低7mm/min且不大於13mm/min。出現的最大載荷應予記錄,並作為該盲鉚釘的釘芯拆卸載荷。
釘芯斷裂載荷試驗
(1)試驗原理
對試驗夾具中的釘芯施加拉力載荷,直至釘芯斷裂。
(2)試驗夾具
釘芯斷裂載荷試驗夾具見下圖:
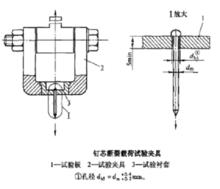 釘芯斷裂載荷試驗夾具
釘芯斷裂載荷試驗夾具試驗夾具應由硬度不低於700HV30的一個鋼試驗板或襯套組成。試驗板或試驗襯套中置入釘芯的孔,應等於試件釘芯的公稱直徑。試驗板或試驗襯套的厚度不得小於5mm,並應能承受試驗載荷而無塑性變形。
(3)試驗程式
將試驗夾具安裝在符合GB/T 3722或GB/T16491或JB/T 9375的試驗機上。該試驗機應裝有能夾緊釘芯的夾具。
將拉力載荷持續而無衝擊地沿著釘芯軸線直接施加於釘芯,並持續到釘芯破壞。試驗速度不應低於7mm/min且不大於13mm/min。出現的最大載荷應予記錄,並作為該鉚釘的釘芯斷裂載荷 。
